CNC Machining
Heat Sinks
CNCPioneer is a precision CNC machining heat sink manufacturer and certified wholesale CNC machined heat sink factory delivering high-reliability thermal management components — aluminum machining heatsinks, copper heat sink arrays, computer heat sink CNC machining products, skiving heat sinks, extruded CNC finished heatsinks, and customized 5 axis machining heat sink assemblies — with tolerances as tight as ±0.005mm on fin pitch and 0.003mm on base surface flatness.
What Is CNC
Machining Heat Sinks?
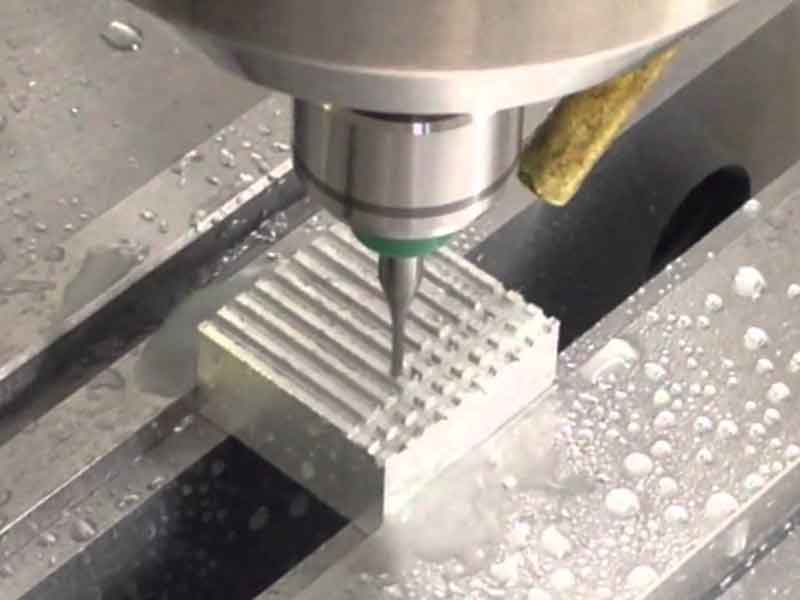
CNC machining heat sinks is the precision computer numerical control manufacturing of thermal management components — the aluminum and copper fin arrays, base plates, pin fin structures, channel bodies, and heat pipe evaporator bases that extract waste heat from electronic and power components through conductive spreading and convective dissipation to the surrounding air or liquid coolant — through face milling, pocket milling, profile milling, CNC skiving, extrusion profile finishing, and 5-axis simultaneous machining operations.
CNC machining heat sinks encompasses three distinct manufacturing process families that together cover the complete range of aluminum machining heatsinks requirements from standard to ultra-high-performance: CNC milling parts aluminum heat sink processing for versatile geometries; CNC skiving heatsink manufacturing for ultra-high fin density; and extruded CNC finished heatsink production combining cost efficiency with precision finishing. 5 axis machining heat sink production serves complex geometries for aerospace, medical, and automotive applications.
-
Multi-process heat sink machining capability CNC milling, CNC skiving heatsink production lines, extruded CNC finished heatsink programs, and 5 axis machining heat sink production on the same site — providing single-source access to all heat sink manufacturing processes without managing multiple specialized suppliers.
-
CNC skiving heatsink ultra-high fin density Dedicated CNC skiving heatsink production lines achieve fin pitch as fine as 0.5mm, fin height-to-pitch ratios above 30:1, and fin thickness as thin as 0.3mm — maximizing heat transfer area per unit volume for space-constrained server and power electronics.
-
Base surface flatness for thermal compliance Heat sink base surface flatness of 0.003mm keeps TIM layer thickness below 0.05mm and contact thermal resistance below 0.005°C·cm²/W for CPU, GPU, and IGBT component thermal management compliance.
-
40–60% China heat sink machining cost advantage China-based heatsink machining factory delivers 40–60% cost reduction versus equivalent CNC machined heat sinks from US, European, and Japanese thermal management component machining suppliers.

Why CNCPioneer — Wholesale CNC
Machined Heat Sink Factory?
Among CNC machining heat sink suppliers globally, CNCPioneer offers the combination of multi-process heat sink machining capability — covering CNC milling, skiving, extrusion finishing, and 5-axis machining — multi-material expertise, and China wholesale aluminum machining heatsinks economics that establishes our factory as the preferred heatsink machining partner for electronics OEMs and thermal management component distributors.
Multi-Process Heat Sink Machining in Single-Source Supply
CNCPioneer's heat sink machining factory operates CNC milling, CNC skiving heatsink production lines, extruded CNC finished heatsink programs, and 5 axis machining heat sink production on the same site — providing OEMs and wholesale aluminum machining heatsinks customers with single-source access to all heat sink manufacturing processes without managing multiple specialized heat sink machining suppliers for different heat sink types.
Base Surface Flatness for Thermal Performance Compliance
Heat sink base-to-component interface thermal resistance is governed by TIM thickness governed by base surface flatness. CNCPioneer's heat sink machining achieves base surface flatness of 0.003mm — the precision standard that keeps TIM layer thickness below 0.05mm and contact thermal resistance below 0.005°C·cm²/W for CPU, GPU, and IGBT component thermal management compliance.
CNC Skiving Heatsink Ultra-High Fin Density
CNCPioneer's dedicated CNC skiving heatsink production lines achieve fin pitch as fine as 0.5mm, fin height-to-pitch ratios above 30:1, and fin thickness as thin as 0.3mm — the ultra-high fin density specifications that maximize heat transfer area per unit heat sink volume for space-constrained server and power electronics thermal management applications where standard CNC milling heat sink geometry cannot achieve required thermal resistance targets.
5 Axis Machining Heat Sink Factory
CNCPioneer's 5 axis machining heat sink factory capability on MAZAK VARIAXIS and Integrex 5-axis machining centers produces complex heat sink geometries — curved base profiles, angled fin arrays, compound-contour mounting surfaces, and integrated liquid cooling channels — from single-setup programs that preserve geometric accuracy across all heat sink features simultaneously.
Wholesale Aluminum Machining Heatsinks Programs
CNCPioneer's wholesale CNC machined heat sink factory programs provide heatsink machining distributors, electronics assembly contractors, and thermal management solution resellers with consistent high-volume supply of aluminum machining heatsinks at wholesale pricing tiers — blanket order scheduling, dedicated production capacity, and complete RoHS documentation for wholesale supply chain programs.
China Heat Sink Machining Cost Advantage
CNCPioneer's China-based heatsink machining factory delivers 40–60% cost reduction versus equivalent CNC machined heat sinks from US, European, and Japanese thermal management component machining suppliers — enabling electronics OEMs and wholesale aluminum machining heatsinks distributors to achieve competitive thermal management BOM cost without compromising dimensional accuracy or thermal performance.
CNC Machined Heat Sinks
We Produce
CNCPioneer's heatsink machining programs cover every heat sink type across all electronic and power equipment thermal management applications — from single prototype pieces to high-volume OEM production runs, with complete quality documentation on every program.

Computer Heat Sink CNC Machining
CPU heat sink CNC machining for Intel LGA 1700/4677 and AMD AM5/SP5 socket compatible mounting with ILM-compatible base geometry and 0.003mm base flatness. GPU and AI accelerator heat sinks for NVIDIA RTX/Quadro and AMD Radeon Pro with direct-die contact surfaces. Server CPU heat sinks for Intel Xeon and AMD EPYC in 1U height-limited configurations with directed airflow fin orientation. Materials: aluminum 6063-T5 fin arrays; copper C11000 ETP base with aluminum fin stack for high-power GPU applications.

Power Electronics Heat Sink Machining
IGBT and SiC power module heat sink machining with module mounting surface flatness 0.003mm — the most critical specification where TIM compression uniformity directly governs module reliability. Solar inverter and EV charger heat sinks with IP54/IP65 compatible chassis mounting and natural convection fin arrays. UPS and power supply heat sinks with hot-plug module retention and dual-fan redundant cooling geometry. Materials: aluminum 6061-T6 standard; copper C11000 ETP for highest-power-density SiC modules.

LED and Lighting Heat Sink Machining
LED high-bay and street light heat sinks with LED engine mounting surface flatness 0.005mm, natural convection fin geometry with vertically oriented thin fins at 2–4mm pitch, and IP66/IP67 interface O-ring groove ±0.020mm. LED display and backlight heat sinks with ultra-thin 2–5mm total height profiles and 0.5–1.0mm fin pitch. Black anodize (ε ≈ 0.85) for maximum radiation heat dissipation in natural convection applications. Material: aluminum 6063-T5 for maximum thermal conductivity.

Automotive Electronics Heat Sink Machining
IATF 16949 certified heatsink machining for automotive ECU and ADAS computing module thermal management with 0.003mm flatness for automotive-grade TIM compression and full material lot traceability with PPAP Level 3. EV traction inverter and motor controller liquid-cooled heat sinks with integrated cooling channels, 100% pressure decay leak testing at 1.5× rated coolant pressure, and IGBT module mounting flatness 0.003mm. Material: aluminum 6061-T6; copper C11000 ETP base insert for maximum power module thermal contact.

Telecommunications and RF Heat Sink Machining
5G power amplifier heat sinks for high-power RF transistor and GaN amplifier thermal management with 0.003mm base flatness for minimum gold-tin die-attach thermal interface resistance and RF ground plane bond integrity. Radar and electronic warfare heat sinks with ARINC 600 chassis cold wall compatibility, wedgelock thermal interface rail groove geometry ±0.05mm, and AS9100D certified machining with FAIR documentation per AS9102. Material: copper C11000 ETP for maximum thermal spreading performance in GaN applications.

Defense & Aerospace Heat Sinks
Precision heatsink machining for medical imaging system power electronics, scientific instrument thermal management, and laboratory diagnostic equipment with 316L stainless heat sinks for medical environment compatibility. Defense and aerospace avionics conduction-cooled LRU/LRM cold wall heat sink assemblies with AS9100D certification and MIL-A-8625 surface treatment. Customized 5 axis machining heat sink programs for compound cooling channel geometry and conformal chassis integration.
Industries & Applications
CNCPioneer's CNC machining heat sinks supply server hardware OEMs, LED lighting manufacturers, power electronics producers, automotive electronics integrators, GPU and AI accelerator platform developers, industrial motor drive suppliers, telecom infrastructure equipment builders, and wholesale aluminum machining heatsinks distribution partners worldwide.

Server and Data Center Hardware
CNC machining heat sinks for 1U and 2U rack server CPU heat sinks, GPU accelerator supplemental heat sinks, server power supply thermal management, and storage system thermal hardware. Computer heat sink CNC machining for Intel Xeon and AMD EPYC server processor socket configurations. High-volume extruded CNC finished heatsink programs for hyperscale data center server hardware procurement.

Power Electronics and Industrial Drives
Heatsink machining for IGBT and SiC module motor drive heat sinks, solar inverter power module thermal management, EV battery charger heat sinks, UPS power conversion heat sinks, and welding machine inverter heat sinks. 5 axis machining heat sink programs for complex power module geometric requirements.

LED and Lighting Systems
Aluminum machining heatsinks for LED high-bay lighting, LED street lighting, LED display panels, and LED architectural lighting thermal management. Black anodize heat sinks for maximum natural convection radiation performance. Wholesale aluminum machining heatsinks programs for LED luminaire OEM supply chains.

Automotive Electronics
IATF 16949 certified heatsink machining for automotive ECU heat sinks, EV traction inverter thermal management, ADAS computing module heat sinks, and automotive audio amplifier heat sinks. Full PPAP documentation for automotive Tier 1 heat sink supply chain qualification.

Telecommunications Infrastructure
CNC skiving heatsink and 5 axis machining heat sink programs for 5G base station power amplifier thermal management, optical transport equipment heat sinks, and IP networking equipment thermal components. Customized 5 axis machining heat sink designs for space-constrained telecom chassis thermal management.

Defense, Aerospace & Medical
AS9100D certified heatsink machining for avionics conduction-cooled module cold walls, radar processing heat sinks, electronic warfare system thermal management, and airborne computer module heat sinks. MIL-A-8625 surface treatment and FAIR documentation per AS9102 for defense heat sink programs.
CNC Heat Sink Machining
Processes & Capabilities
CNCPioneer's CNC machining heat sinks program covers the complete range of aluminum machining heatsinks requirements from standard to ultra-high-performance — with dedicated CNC skiving heatsink production lines, extruded CNC finished heatsink programs, and 5 axis machining heat sink factory capability on a single site.
CNC Milling Heat Sink Processing
The most versatile heat sink machining approach using multi-axis CNC milling to produce straight fin, cross-cut fin, pin fin, and complex contoured heat sink geometries from aluminum billet or casting blanks. Fin pitch ±0.05mm, fin height ±0.05mm, fin thickness ±0.03mm, base surface flatness 0.003mm, base surface finish Ra 0.4–0.8μm. Produces any fin geometry including cross-cuts and tapers not achievable by extrusion or skiving.
CNC Skiving Heatsink Manufacturing
Specialized CNC heat sink machining where a precision cutting tool skives thin fins directly from the aluminum base block in a single continuous cutting operation. Fin pitch as fine as 0.5mm, fin height-to-thickness ratios above 30:1, fin thickness as thin as 0.3mm. Integral fin-to-base construction eliminates thermal contact resistance. Material waste only 5–15% versus 40–70% for CNC milling.
Extruded CNC Finished Heatsink Production
Hybrid manufacturing combining aluminum extrusion cost efficiency with CNC machining precision finishing. Base surface CNC face milled to 0.003mm flatness, profile cut to exact length ±0.2mm, cross-cuts between fins at ±0.05mm depth, mounting holes drilled and tapped ±0.1mm, and secondary features machined in the same setup. Dominant production approach for high-volume standard heat sink configurations.
5 Axis Machining Heat Sink Production
Advanced heat sink machining using MAZAK VARIAXIS and Integrex 5-axis simultaneous centers to produce complex geometries with angled fins, curved base profiles, compound-angle mounting features, and non-planar heat spreading structures. 5-axis positional accuracy ±0.003mm, angular axis accuracy ±0.005°, size range 10mm × 10mm through 500mm × 400mm. Specified for aerospace avionics, medical imaging, and automotive power module cooling.
In-Process Quality & Dimensional Verification
Real-time fin pitch monitoring at defined intervals during CNC milling and CNC skiving heatsink production runs. Base surface flatness verification on first article and at defined production intervals. SPC control charts with Cpk ≥1.33 for fin pitch and fin height on high-volume wholesale aluminum machining heatsinks programs. 100% pressure decay leak testing on all liquid-cooled heat sinks.
Complete Quality Documentation
Certificate of Conformance, CMM dimensional report, fin geometry measurement records, base surface flatness records, material certifications with lot traceability, RoHS compliance declaration, leak test records for liquid cooling, surface treatment certification, PPAP Level 3 for IATF 16949 automotive heat sink programs, and FAIR per AS9102 for AS9100D aerospace programs. All records retained 20 years.
Materials for CNC
Machining Heat Sinks
Heat sink aluminum CNC machining material selection is governed by thermal conductivity for thermal performance, structural strength for fin integrity under airflow loading, machinability for complex fin geometry, surface treatment compatibility (anodize, Alodine), weight requirements, and RoHS 2011/65/EU compliance. Aluminum 6063-T5 and 6061-T6 cover approximately 90% of CNCPioneer's CNC machining heat sinks production volume.
6063-T5 — Maximum Thermal Conductivity
Thermal conductivity 200 W/m·K — the highest of any common aluminum alloy, making 6063-T5 the specified material for heat sinks aluminum CNC applications where thermal performance is the primary design driver. Lower yield strength (214 MPa) limits structural loading. Excellent extrusion characteristics for extruded CNC finished heatsink production. Specified for natural convection LED heat sinks, server memory heat sinks, and low-stress passive cooling.
6061-T6 — Balanced Performance
Thermal conductivity 167 W/m·K — adequate for most forced convection heatsink machining applications. Excellent yield strength (276 MPa) and machinability. RoHS compliant. Standard material for CNC machining heat sinks in industrial, automotive, and server applications requiring both thermal performance and structural load capacity for fin integrity under airflow and handling loads.
6082-T6 & 7075-T6
6082-T6: European standard equivalent to 6061-T6 (170 W/m·K) for European OEM extruded CNC finished heatsink programs requiring EN material certification. 7075-T6: thermal conductivity 130 W/m·K but yield strength 503 MPa — specified for aerospace heatsink machining where structural loads exceed 6061-T6 capability and minimum weight is critical.
C11000 ETP — Maximum Thermal Performance
Thermal conductivity 391 W/m·K — 2.3× higher than aluminum 6063-T5, making copper C11000 ETP mandatory for the highest heat flux heatsink machining applications: GaN amplifier heat sinks, direct-die GPU cold plates, IGBT power module base plates, and heat pipe evaporator bases where processor heat flux exceeds 200 W/cm². Electroless nickel plating available for oxidation protection.
316L Stainless
Superior corrosion resistance · Non-magnetic · 7.99 g/cm³ · RoHS compliant · Medical equipment heat sinks in cleanroom-compatible electropolished finish, food processing environment thermal components, and chemical environment industrial heat sinks where aluminum corrosion resistance is inadequate. Passivated per ASTM A967 for all CNC machining heat sinks programs.
Ti-6Al-4V Grade 5
880 MPa yield · 4.43 g/cm³ · Non-magnetic · RoHS compliant · Aerospace heat sink structural fittings and weight-critical heatsink programs where titanium's superior specific strength enables minimum mass at required structural loads. Non-magnetic property required for magnetically sensitive avionics heat sinks in proximity to navigation sensor elements.
Surface Treatments for
CNC Machined Heat Sinks
Surface treatment selection for CNC machined heat sinks is governed by corrosion protection for the deployment environment, thermal emissivity for natural convection performance (black anodize ε ≈ 0.85 versus bare aluminum ε ≈ 0.05), wear resistance at mounting surfaces, electrical insulation requirements, and RoHS compliance. CNCPioneer's comprehensive surface treatment programs combine multiple treatments in a single coordinated program.
Type II Clear Anodize
Standard corrosion protection for aluminum machining heatsinks in indoor electronics applications. 5–15μm coating adds minimal thermal resistance (anodize thermal conductivity 0.5–2.0 W/m·K adds <0.01°C·cm²/W at standard coating thickness). Provides clean professional appearance for commercial computer heat sink CNC machining programs. Electrically insulating — mask base contact surfaces if electrical continuity is required.
Black Anodize (Type II or Type III)
Black anodize for natural convection heat sinks where radiation heat dissipation contributes to total cooling performance. Black anodized aluminum surface achieves thermal emissivity ε ≈ 0.85 versus ε ≈ 0.05 for bare polished aluminum — increasing radiation heat dissipation by 17× at equivalent surface temperature. Specified for LED luminaire heat sinks, outdoor power supply heat sinks, and natural convection industrial equipment where radiation contributes 15–30% of total heat rejection.
Type III Hard Anodize — MIL-A-8625
Hard anodize for aluminum machining heatsinks in wear-intensive service environments — industrial equipment with frequent heat sink module replacement, automotive heat sinks subject to thermal cycling-induced fretting at mounting surfaces, and high-cycle assembly production where heat sink mounting surface wear protection extends service life. HV 400+ surface hardness. 15–50μm coating thickness — dimensional allowance incorporated in heat sink base surface machining target dimensions.
Electroless Nickel
Corrosion protection and solderability enhancement for copper C11000 heat sink base surfaces — GPU cold plates, IGBT module heat sinks, and heat pipe evaporator bases where copper oxidation would compromise TIM adhesion and thermal contact integrity over service life. Uniform electroless nickel coating across complex cold plate micro-channel geometry. Maintains copper substrate thermal conductivity while providing surface protection. RoHS compliant.
PTFE Coating
Low-friction surface for heat sink fin arrays in applications where acoustic noise from airflow-induced fin vibration is a concern — consumer electronics heat sinks in noise-sensitive environments. PTFE-coated fin surfaces dampen fin resonant vibration excited by fan airflow turbulence, reducing heat sink acoustic emission below background noise threshold. Applied selectively to fin tips and channel surfaces without impacting base thermal contact performance.
Chromate Conversion (Alodine Class 1A)
Corrosion protection for aluminum machining heatsinks in outdoor and humid environments where anodize coating adequacy requires supplementary protection. Specified for solar inverter heat sinks, outdoor edge computing heat sinks, and marine electronics heat sinks requiring maximum aluminum corrosion protection. Class 3 variant available for electrically conductive bonding surfaces at ≤5 mΩ/cm² contact resistance. RoHS compliant trivalent Cr³⁺ formulation.
All CNC machined heat sink surface treatments — Type II and Type III anodize MIL-A-8625, Alodine Class 1A/Class 3 MIL-DTL-5541, electroless nickel, PTFE coating, and chromate conversion — comply with RoHS 2011/65/EU restricted substance requirements. Surface treatment certifications are included in the documentation package for every custom CNC machined heat sink program. Surface treatment selection is included in CNCPioneer's 24-hour DFM review and heat sink machining quotes.
Quality Assurance for CNC
Machined Heat Sinks
CNCPioneer's IATF 16949 and AS9100D certified quality system applies integrated quality controls to every CNC machined heat sink program — from incoming material XRF verification and fin geometry dimensional control through 100% base flatness CMM verification and leak testing on liquid-cooled programs.
Contract & Drawing Review
Engineering review of CNC machined heat sink drawing requirements, applicable JEDEC thermal resistance standards, IPC-7093 heat sink mounting specifications, LED thermal management standards, and customer thermal design specifications before heatsink machining order acceptance. Fin geometry thermal resistance calculation review confirming that designed fin geometry achieves required thermal resistance specification.
Material Incoming Inspection
SII XRF composition verification confirming aluminum alloy grade (6063-T5, 6061-T6, 6082-T6) and copper alloy grade (C11000 ETP) on every heatsink machining material lot. Hardness testing confirming T5/T6 heat treatment condition. RoHS restricted substance declaration review. Full lot traceability from mill certificate through finished CNC machined heat sink shipment.
In-Process Quality Control
Real-time fin pitch monitoring at defined intervals during CNC milling heat sink and CNC skiving heatsink production runs. Base surface flatness verification on first article and at defined production intervals. SPC control charts with Cpk ≥1.33 for fin pitch and fin height on high-volume wholesale aluminum machining heatsinks programs.
Liquid Cooling Leak Testing
100% pressure decay leak testing on all liquid-cooled CNC machined heat sinks — CPU cold plates, GPU cold plates, IGBT module liquid heat sinks — at 1.5× rated operating pressure with zero pressure decay confirmation before shipment. Leak test records included in shipment documentation for every liquid-cooled heat sink program.
Final Inspection
Mitutoyo CMM (±0.001mm) base surface flatness verification. Fin pitch and fin height measurement across fin array. Mounting hole pattern position verification. Surface roughness on base contact surface. Thread gauge verification. Visual inspection for machining burrs on fin tips and fin channel bottoms. Dimensional report included with every shipment.
Documentation Package
Certificate of Conformance, CMM dimensional report, fin geometry measurement records, base surface flatness records, material certifications with lot traceability, RoHS compliance declaration, leak test records (liquid cooling), surface treatment certification, PPAP Level 3 for IATF 16949 automotive heat sink programs, FAIR per AS9102 for AS9100D aerospace programs.
IATF 16949 & AS9100D Quality System for
CNC Machined Heat Sinks
CNCPioneer's IATF 16949 and AS9100D certified CNC machining heat sink factory delivers the quality management framework demanded by electronics OEMs, defense electronics integrators, and industrial equipment producers — covering integrated quality controls, PPAP and FAIR documentation capability, RoHS compliance, and single-source accountability for heat sink machining and thermal performance compliance.
PPAP Level 3 & FAIR per AS9102
IATF 16949 PPAP Level 3 documentation for high-volume OEM CNC machined heat sink programs — process capability studies (Cpk ≥ 1.67), measurement system analysis, sample production run report, material and performance test results, and design records. AS9102 FAIR documentation for aerospace and defense CNC heat sink programs — complete CMM balloon drawing with every dimension measured, fin geometry records, and surface treatment certifications. Customer approval required before production quantity release.
- PPAP Level 3 for OEM programs
- AS9102 FAIR for defense/aerospace
- Records retained 20 years
100% Base Flatness CMM Verification
Mitutoyo CMM (±0.001mm) base surface flatness verification on all high-performance CNC machined heat sink programs. Fin pitch and fin height measurement across complete fin array using CMM or optical measurement systems. Mounting hole pattern position verification against processor socket or power module mounting specifications. Surface roughness profilometer measurement on base contact surfaces. Thread gauge verification on all tapped mounting features.
- 100% CMM on high-precision programs
- Fin geometry across complete array
- Surface roughness profilometry
RoHS & Material Traceability
SII XRF composition verification on every incoming heat sink material lot confirming alloy grade and RoHS 2011/65/EU restricted substance compliance. Full material lot traceability chain from mill certificate through finished CNC machined heat sink shipment. Signed RoHS Declaration of Conformity and REACH SVHC declaration with every heat sink shipment. Counterfeit material prevention through approved supplier management.
- XRF alloy verification every lot
- RoHS declaration with every shipment
- Mill cert traceability retained
Single-Source Quality Accountability
CNCPioneer's integrated CNC machining heat sink supply creates single-source quality accountability for both heat sink dimensional compliance and thermal performance verification within a single FAIR/PPAP quality record — eliminating the accountability gap between separate machining and thermal testing suppliers. One Certificate of Conformance covers heat sink dimensions, fin geometry records, surface treatment certifications, and RoHS compliance in a single documentation package per heat sink program.
- Single C of C: dimensions + thermal
- No supplier handoff quality gaps
- On-time delivery: 100%
CNC Machining Heat Sinks
FAQ
Common questions from electronics OEMs, server hardware developers, power electronics producers, LED lighting manufacturers, and automotive integrators about CNCPioneer's CNC machining heat sinks capabilities, process selection, and 24-hour heat sink machining quotes.
The three heat sink manufacturing processes differ in how fins are created, what fin geometry they can produce, and their unit cost economics. CNC milling heat sinks uses multi-axis milling cutters to remove material between fins — producing fin arrays from solid aluminum billet or casting. CNC milling is the most flexible process, producing cross-cuts, tapered fins, and non-standard configurations, but removes 40–70% of input material as chip waste. CNC skiving heatsinks uses a precision cutting tool to peel fins from the aluminum base block through plastic deformation — creating fins integral with the base without material removal between fins. Skiving achieves the finest fin pitch (0.5mm minimum) and highest aspect ratios (30:1+), with lower material waste than milling, but limited to straight parallel fins without cross-cuts. Extruded CNC finished heatsinks combine aluminum extrusion — which produces consistent fin cross-sections at very low material cost — with CNC base surface machining, length cutting, and secondary feature addition. Extrusion finishing delivers the lowest unit cost for standard straight-fin designs while achieving the same 0.003mm base flatness accuracy as milling and skiving. CNCPioneer operates all three processes, recommending the optimal process based on fin geometry requirements, production volume, and thermal performance targets.
Base surface flatness is the most thermally important single specification in CNC machined heat sink design — governing TIM layer thickness that determines contact thermal resistance between heat sink and component. CNCPioneer's standard heatsink machining achieves 0.005mm base flatness and high-precision programs achieve 0.003mm. For CPU and GPU computer heat sink CNC machining with grease-type TIM applied at 0.025–0.075mm target thickness: 0.005mm flatness maintains TIM thickness within ±10% of target, contributing contact thermal resistance variation of ±0.002°C·cm²/W — acceptable for desktop processor applications. For server and high-power applications with 0.025–0.050mm TIM thickness targets: 0.003mm flatness limits TIM thickness variation to ±6%, required to maintain server CPU junction temperatures within ±2°C of design specification. For IGBT and SiC power module heat sinks where phase-change TIM at 0.012–0.025mm thickness is specified: 0.003mm flatness is mandatory — flatness errors exceeding 0.003mm produce localized areas of TIM starvation causing hot spots that initiate module thermal fatigue failure. When in doubt, specify 0.003mm base flatness for all high-performance heatsink machining programs.
The process of extruded CNC finished heatsink manufacturing at CNCPioneer involves seven production steps. Step 1: aluminum alloy billet (6063-T5 or 6061-T6) is heated and extruded through precision steel dies producing continuous aluminum profile with designed fin cross-section — consistent fin shape along profile length at low material cost. Step 2: extruded profiles are cut to exact heat sink body length using CNC face milling — ±0.2mm length accuracy. Step 3: base surface is CNC face milled to 0.003mm flatness — the most critical step, removing extrusion-induced surface variation and bow. Step 4: optional cross-cuts are CNC milled between fins at ±0.05mm depth consistency converting continuous fins to pin-fin array. Step 5: mounting hole patterns, clearance holes, and threaded features are CNC drilled and tapped — ±0.1mm position. Step 6: secondary features (counterbores, cable slots, fan bosses, heat pipe grooves) are CNC machined. Step 7: surface treatment — anodize, Alodine, or electroless nickel per application requirement. The completed extruded CNC finished heatsink achieves base surface flatness of 0.003mm, fin pitch accuracy of ±0.05mm, mounting hole position of ±0.1mm, and RoHS material compliance — dimensional quality equivalent to billet-machined heat sinks at 30–50% lower unit cost for standard straight-fin geometries.
Customized 5 axis machining heat sink production from CNCPioneer's 5 axis machining heat sink factory is justified over standard 3-axis CNC milling when heat sink design requirements fall into four categories. First, curved base profiles: if the component mounting surface is curved, cylindrical, or has multiple height levels, 5 axis machining heat sink production machines the base profile and fin arrays in correct geometric relationship in a single setup — whereas 3-axis milling requires multiple setups that accumulate positioning errors inconsistent with the 0.003mm thermal contact requirement. Second, angled fin arrays: if the heat sink fin array must be oriented at a non-orthogonal angle to the mounting base (common in chassis installations with oblique airflow), customized 5 axis machining heat sink programs achieve fin angle accuracy of ±0.1° that multi-setup 3-axis milling cannot. Third, compound cooling geometry: heat sinks integrating multiple cooling functions — vapor chamber cavity, heat pipe grooves, fin arrays on multiple faces — require 5 axis machining heat sink factory capability to machine all features in controlled geometric relationships from a single setup. Fourth, conformal chassis integration: heat sinks that serve both thermal and structural chassis functions with complex geometry conforming to chassis internal constraints require customized 5 axis machining heat sink programs for complete feature access and accuracy. For standard flat-base parallel fin heat sinks — the majority of heatsink machining programs — standard 3-axis CNC milling or extruded CNC finished heatsink production provides equivalent quality at lower cost than 5 axis machining heat sink programs.
To purchase aluminum machining heatsinks from CNCPioneer's wholesale CNC machined heat sink factory, submit your heat sink drawing or specification through our online inquiry system — including base dimensions, fin geometry, mounting hole pattern, surface treatment requirement, and annual volume forecast. CNCPioneer provides a complete DFM review and wholesale aluminum machining heatsinks quotation within 24 hours covering: base surface flatness achievability; fin geometry feasibility across the three heat sink machining processes (milling, skiving, extruded CNC finished heatsink) with process recommendation; surface treatment program review; and unit pricing at all quantity tiers from 500 through 200,000+ units annually. For wholesale aluminum machining heatsinks programs with annual volumes above 10,000 pieces, CNCPioneer offers blanket order scheduling with monthly delivery releases — providing supply chain stability with committed production capacity and pricing across 12-month agreements. Wholesale CNC machined heat sink factory programs include complete quality documentation (CoC, dimensional inspection report, material certification, RoHS declaration) with every lot shipment. For first-time wholesale heat sink programs, a prototype order of 5–50 pieces at full quality documentation is available before committing to wholesale volume.
CNC skiving heatsink is a manufacturing process where a precision cutting tool physically peels thin aluminum fins from the base block through plastic material displacement — creating fins integral with the base in a single continuous cutting operation. CNC skiving heatsinks offer four specific performance advantages over CNC milled heat sinks. First, ultra-fine fin pitch: CNC skiving heatsinks achieve 0.5mm fin pitch versus 1.5mm minimum practical for CNC milled heat sinks — providing 3× higher fin surface area density per unit base footprint for maximum thermal performance in minimum volume. Second, extreme aspect ratio: skived fins achieve 30:1 height-to-thickness ratio versus 10:1 practical for milled fins — enabling taller, thinner fins that maximize surface area per base footprint within height constraints. Third, integral fin-to-base thermal conductance: no bonding interface between fins and base — full aluminum thermal conductivity (200 W/m·K for 6063-T5) throughout the fin-to-base junction versus the 5–15% thermal conductance reduction at bonded or brazed interfaces. Fourth, lower material waste: CNC skiving heatsink process removes only 5–15% of input material versus 40–70% for CNC milling billet — reducing material cost per unit in high-volume aluminum machining heatsinks programs. CNCPioneer's CNC skiving heatsink production lines serve server 1U heat sink programs, 5G base station power amplifier thermal management, and high-power LED engine heat sinks where maximum fin density within constrained envelopes defines thermal design success.
Get CNC Machining Heat Sink Quotes
Upload your heat sink drawing or specification and receive a free DFM review and competitive heatsink machining quotation within 24 hours. CNCPioneer's thermal management engineering team will review your CNC machined heat sink design for machining process selection (milling, CNC skiving heatsink, extruded CNC finished heatsink, or 5 axis machining heat sink), confirm base surface flatness specification for thermal performance compliance, assess fin geometry for thermal resistance target achievement, evaluate material selection for thermal conductivity and structural requirements, recommend surface treatment for emissivity and corrosion protection, and provide complete pricing options covering prototype heat sinks, standard production programs, wholesale aluminum machining heatsinks programs, and customized 5 axis machining heat sink development — with RoHS compliance documentation for all programs.