Aerospace Fastener
Manufacturing Specialist
CNCPioneer is a precision aerospace fastener manufacturing company and AS9100D-certified aerospace fastener manufacturer delivering flight-critical threaded fasteners, blind fasteners, and specialty aerospace fastener types from A286, Inconel 718, and Ti-6Al-4V — full material traceability, NADCAP special process accreditation, and FAIR per AS9102 for every aerospace fastener program.
What Is Aerospace Fastener
Manufacturing?
Aerospace fastener manufacturing is the precision production of threaded and non-threaded mechanical joining elements — bolts, screws, nuts, rivets, pins, collars, inserts, and specialty high-shear fasteners — that maintain structural integrity of airframe, engine, and control systems under cyclic loading, extreme temperature, and corrosive environments at altitude. Aerospace fastener manufacturing differs fundamentally from commercial fastener production in one defining requirement: every lot must demonstrate full material traceability to the mill, mechanical property compliance to aerospace material specifications (AMS), and dimensional conformance to National Aerospace Standards (NAS), Military Standards (MS), or OEM proprietary specifications such as Boeing BAC, Airbus DIN, or Bombardier BMS.
Unlike standard industrial fasteners, aerospace fastener types must survive 100,000+ load cycles without fatigue failure, maintain clamp load at 316°C (A286) to 650°C (Inconel 718), and resist galvanic corrosion when mating dissimilar airframe alloys. A single defective aerospace fastener in a primary structure can initiate a crack propagation path — making 100% lot traceability, NADCAP special process accreditation, and first article inspection report (FAIR) per AS9102 non-negotiable requirements for every aerospace fastener manufacturer supplying Tier-1 and OEM assembly lines.
-
Material traceability to the mill Full mill test report (MTR) chain from raw bar stock through finished aerospace fastener — heat number, melt date, chemical composition, mechanical test results, and AMS specification compliance retained for 10+ years per AS9100D record retention requirements.
-
AS9100D & NADCAP special process accreditation Heat treatment, penetrant inspection (FPI), magnetic particle inspection (MPI), passivation, and cadmium/aluminum coating processes performed at NADCAP-accredited partner facilities — with accredited process certificates included in every aerospace fastener manufacturing shipment.
-
NAS / MS / BAC / OEM proprietary specifications Aerospace fastener manufacturing to National Aerospace Standard (NAS), Military Standard (MS), AN (Air Force-Navy), Boeing BAC, Airbus DIN, and customer proprietary drawings — including full balloon drawing dimensional verification and thread qualification per AS8879.
-
Custom aerospace fastener manufacturing Proprietary head styles, non-standard grip lengths, integrated washer heads, drilled heads for safety wire, and multi-diameter shank configurations — DFM review and material recommendation within 24 hours for every custom aerospace fastener program.

Why Swiss CNC for
Aerospace Fastener Manufacturing?
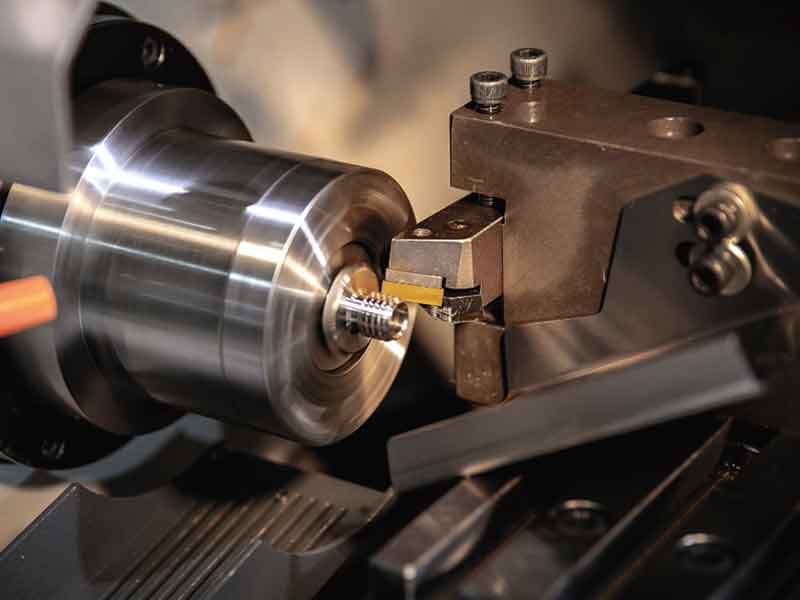
Aerospace fastener manufacturing demands thread form accuracy, shank diameter consistency, and head concentricity that conventional machining cannot reliably achieve at aerospace production volumes. Swiss CNC guide bushing technology eliminates workpiece deflection on slender aerospace fastener shanks — enabling the thread pitch diameter consistency, runout control, and Ra 0.4μm surface finish that fatigue-resistant aerospace fastener performance requires from takeoff to 50,000 flight cycles.
Shank Diameter ±0.005mm
The shank-to-hole interference fit in aerospace structural joints distributes shear load across the fastener body. A shank diameter error of ±0.005mm produces uneven bearing stress and fretting fatigue initiation — Swiss CNC guide bushing maintains shank diameter consistency across 10,000-piece production lots for NAS and MS aerospace fastener series.
Thread Pitch Diameter ±0.004mm
Thread pitch diameter variation directly affects clamp load scatter in torque-tension relationships. A ±0.004mm pitch diameter error produces ±8% clamp load variation at the same installation torque — Swiss CNC thread whirling and roll-forming capability maintains thread class 3A/3B conformance on all UNJ (MJ) aerospace fastener threads per AS8879.
Head Runout ±0.010mm
Head-to-shank concentricity error creates asymmetric bolt bending under tensile load — the dominant source of premature fatigue failure in rotating machinery and engine mount aerospace fasteners. CNCPioneer achieves head runout ±0.010mm on all hex, 12-point, and oval-head aerospace fastener configurations.
Ra 0.4μm Shank Surface Finish
Fatigue crack initiation sites concentrate at surface roughness peaks acting as stress risers. Aerospace fastener shank surface finish Ra 0.4μm minimizes stress concentration factor Kt and ensures uniform cadmium or aluminum coating adhesion for corrosion protection across the fastener service life.
Multi-Diameter & Step-Shank Capability
Aerospace fastener types such as interference-fit lockbolts, taper-lok fasteners, and hi-lok pins require multiple precision diameters on a single shank with radiused transitions. Swiss CNC simultaneous turning and milling produces complex step-shank geometries without secondary operations — critical for aerospace fastener manufacturing programs requiring 100% dimensional conformance at each shank transition.
China Aerospace Fastener Cost Advantage
CNCPioneer's China aerospace fastener manufacturing delivers 35–55% cost reduction versus US and European aerospace fastener manufacturers — same AS9100D quality system, same NADCAP special process accreditation, same FAIR documentation, competitive per-unit price for standard and custom aerospace fastener types.
Aerospace Fastener Types
We Manufacture
CNCPioneer manufactures the complete range of aerospace fastener types — from standard NAS/MS threaded fasteners to specialty blind fasteners, lockbolts, and custom aerospace fastener configurations for airframe, engine, avionics, and interior applications across all commercial, defense, and space programs.

Threaded Aerospace Fasteners (Bolts & Screws)
Hex head, 12-point, internal wrenching, countersunk, and pan-head configurations per NAS 624–640, MS 20004–20024, and BACB30 series. Materials: A286 (AMS 5731/5737), Inconel 718 (AMS 5662), Ti-6Al-4V (AMS 4928), 17-4PH (AMS 5643). Threads: UNJ (MJ) class 3A, rolled threads for fatigue resistance. Drilled heads for safety wire, self-locking pellet or strip (NASM 25027), and integral washer heads available.

Aerospace Nuts & Self-Locking Nuts
Hex nuts, shear nuts, anchor nuts, plate nuts, and self-locking nuts per NAS 1805–1835, MS 21042–21083, and BACN10 series. Materials: A286, Inconel 718, 17-4PH, 303/304 stainless. Self-locking torque prevailing features: all-metal deformed thread (CRES steel), nylon insert (limited aerospace applications), and elliptical offset thread. Cadmium-plated or passivated per AMS-QQ-P-416 / ASTM A967.

Aerospace Pins & Liners
Straight headless pins, taper pins, clevis pins, and hi-lok style pins per NAS 561–576, MS 20350–20392, and BACP18 series. Materials: alloy steel (AMS 6322), stainless 17-4PH, A286. Diameter tolerance ±0.005mm, surface finish Ra 0.4μm, drilled ends for cotter pins or safety wire. Used in control surface hinges, landing gear, and engine pylon attachments.

Blind Aerospace Fasteners (Rivets & Lockbolts)
CherryMax, Huck, and OEM-proprietary blind rivets and lockbolts for single-sided access airframe assembly. Materials: 2117-T4, 2017-T4, 5056-H32 aluminum rivets; A286 and Inconel 718 lockbolts. Grip range tolerance ±0.13mm, shear strength 30–110 ksi depending on material and diameter. Installed with pneumatic or battery-powered installation tools.

Specialty & High-Shear Aerospace Fasteners
Hi-lok, lockbolts, taper-lok, and jo-bolts for primary structure shear-critical joints. Titanium hi-lok fasteners for composite airframe assemblies preventing galvanic corrosion. Multi-diameter shank configurations, proprietary head geometries, and integrated sealing features for fuel tank and pressurized bulkhead applications.

Custom Aerospace Fastener Manufacturing
Non-standard lengths, proprietary head styles, multi-material combinations (titanium shank + A286 head), and integrated sensor mounting features. 24-hour DFM review, 7–14 day prototype, FAIR per AS9102 on first article. Full aerospace fastener manufacturing documentation package: material certification, heat treatment records, FPI/MPI reports, dimensional CMM report, and Certificate of Conformance.
Applications
CNCPioneer supplies aerospace fastener manufacturing components to airframe manufacturers, engine OEMs, MRO facilities, and Tier-1 aerostructure suppliers across commercial aviation, defense, space, and rotorcraft markets worldwide.

Commercial Aviation
NAS and BAC threaded aerospace fasteners for fuselage frame, wing spar, and landing gear attachments. Self-locking nuts and hi-lok fasteners for aluminum and composite primary structure. CNCPioneer aerospace fastener manufacturing supports Boeing, Airbus, and COMAC supply chain requirements with AS9100D and full FAIR documentation.

Defense & Military Aviation
MS-series aerospace fasteners for fighter aircraft, transport, and UAV primary structure. A286 and Inconel 718 high-temperature fasteners for engine hot section and exhaust applications. Cadmium-plated fasteners per MIL-DTL-26482 for corrosion resistance in naval aviation environments. Full material traceability and DFARS compliance available.

Space & Satellite Systems
Titanium and A286 aerospace fasteners for launch vehicle structure, payload adapter rings, and satellite bus assemblies. Outgassing-compliant material and coating selection per ASTM E595. Lightweight titanium hi-lok fasteners for mass-critical space applications. NAS and custom aerospace fastener manufacturing with 100% lot traceability.

Rotorcraft & Helicopters
High-fatigue-resistant aerospace fasteners for main and tail rotor hub assemblies, transmission mounts, and swashplate linkages. Self-locking nuts with prevailing torque for vibration-critical joints. A286 and 17-4PH corrosion-resistant fasteners for offshore and maritime helicopter operations.

Engine & Propulsion Systems
Inconel 718 and Waspaloy aerospace fasteners for turbine case, combustor, and afterburner structural joints operating at 650°C+. Thread-rolling and heat treatment per AMS 5662/5663 for creep resistance and stress rupture compliance. NADCAP heat treatment and FPI special process accreditation included.

MRO & Aftermarket Aerospace Fastener Supply
Replacement aerospace fastener manufacturing for airline maintenance, repair, and overhaul operations. Exact dimensional and material replication of obsolete or long-lead-time OEM fasteners. Batch quantities from 50 pieces with full documentation — enabling AOG (aircraft on ground) recovery without OEM lead time delays.
Aerospace Fastener Manufacturing
Capabilities at CNCPioneer
CNCPioneer's Shenzhen facility combines 78+ Swiss CNC lathes for precision aerospace fastener shanks and threads with 66+ MAZAK mill-turn centers for multi-feature heads, flanges, and custom aerospace fastener geometries — covering all standard NAS/MS/BAC aerospace fastener types and custom configurations for OEM airframe and engine programs.
Swiss CNC Lathe Fleet
78+ Swiss CNC lathes · Aerospace fastener shank diameter from Ø2mm to Ø25mm · Diameter tolerance ±0.003–0.005mm · Thread pitch diameter ±0.004mm · Surface finish Ra 0.4μm · Head runout ±0.010mm · Thread rolling and whirling for UNJ (MJ) class 3A/3B.
MAZAK Mill-Turn Fleet
66+ MAZAK mill-turn centers · Multi-feature aerospace fastener heads: hex, 12-point, internal wrenching, oval, pan · 5-axis simultaneous machining · Head-to-shank concentricity ±0.010mm · Drilled head holes for safety wire · Integral washer head forming.
Thread Forms
UNJ (MJ) class 3A/3B per AS8879 · UNRC / UNRF class 2A/3A · Metric MJ threads per ISO 5855 · Rolled threads for fatigue resistance (not cut) · Thread pitch diameter 100% inspected by optical thread comparator · Full thread profile verification.
Materials
A286 (AMS 5731/5737) · Inconel 718 (AMS 5662/5663) · Ti-6Al-4V (AMS 4928/4967) · 17-4PH (AMS 5643) · 303/304/316 stainless · Alloy steel (AMS 6322) · 7075-T6 / 2024-T4 aluminum · Waspaloy · Custom alloys per customer specification.
Special Processes (NADCAP)
Heat treatment per AMS 5731/5662/5643 · Solution and aging for A286 and Inconel 718 · Fluorescent penetrant inspection (FPI) per ASTM E1417 · Magnetic particle inspection (MPI) per ASTM E1444 · Passivation per ASTM A967 / AMS-QQ-P-35 · Cadmium plating per AMS-QQ-P-416 · Aluminum coating per MIL-DTL-83488.
Inspection & Documentation
100% dimensional sorting for critical diameters · Mitutoyo CMM thread pitch diameter and head runout · Optical thread comparator profile verification · Tensile and hardness testing per lot · SEM fracture analysis available · Material certification, heat treatment records, NDT reports, CMM reports, FAIR per AS9102, and Certificate of Conformance.
Materials for Aerospace Fastener Manufacturing
Aerospace fastener manufacturing material selection must balance tensile strength for structural load, fatigue resistance for cyclic loading, corrosion resistance for environmental exposure, and temperature capability for engine and exhaust applications. CNCPioneer machines all primary aerospace fastener alloys with full AMS specification compliance and mill traceability.
A286 (AMS 5731 / 5737)
Iron-base superalloy · Tensile 1,035 MPa (aged) · Temperature to 316°C · Excellent oxidation resistance · Most common aerospace fastener material for turbine exhaust, afterburner, and high-temperature airframe applications. Solution and aging heat treatment per AMS 5737.
Inconel 718 (AMS 5662 / 5663)
Nickel-base superalloy · Tensile 1,240 MPa (aged) · Temperature to 650°C · Creep and stress rupture resistant · Engine hot section, combustor, and high-pressure turbine aerospace fasteners. NADCAP heat treatment and FPI required for all Inconel 718 aerospace fastener manufacturing programs.
Ti-6Al-4V (AMS 4928 / 4967)
Alpha-beta titanium alloy · Tensile 900 MPa · Density 4.43 g/cm³ (40% lighter than steel) · Excellent fatigue resistance · Primary structure and composite airframe aerospace fasteners where mass reduction is critical. Solution treated and aged (STA) per AMS 4967 for maximum strength.
17-4PH (AMS 5643)
Precipitation-hardening stainless · Tensile 1,310 MPa (H1150) · Good corrosion resistance · Moderate temperature capability · Landing gear, control surface, and structural aerospace fasteners requiring high strength with stainless corrosion resistance. Passivation per ASTM A967 standard.
Alloy Steel (AMS 6322)
High-strength low-alloy steel · Tensile 1,520 MPa · Cadmium-plated for corrosion protection · High-shear pins and bolts for primary structure · Cadmium plating per AMS-QQ-P-416 Type II, Class 2 with chromate seal. MPI inspection required post-plating.
7075-T6 / 2024-T4 Aluminum
High-strength aluminum alloys · 7075-T6 tensile 572 MPa · 2024-T4 tensile 470 MPa · Lightweight secondary structure and non-magnetic applications · Rivets, blind fasteners, and non-structural aerospace fastener types. Anodizing per MIL-A-8625 Type II available.
Waspaloy (AMS 5706 / 5708)
Nickel-base superalloy · Tensile 1,310 MPa · Temperature to 870°C · Extreme high-temperature engine and exhaust system aerospace fasteners where Inconel 718 capability is insufficient. Limited availability; custom mill order with 16–20 week lead time.
Surface Treatment & Coating for
Aerospace Fastener Manufacturing
Surface coating on aerospace fastener manufacturing components serves dual functions — corrosion protection for airframe service life and controlled friction coefficient for consistent torque-tension installation. CNCPioneer works with NADCAP-accredited special process partners to deliver aerospace fasteners with certified coating per AMS-QQ-P-416, MIL-DTL-83488, and ASTM A967.
Cadmium Plating — AMS-QQ-P-416
Cadmium is the historical standard for aerospace fastener manufacturing corrosion protection on alloy steel fasteners. Type II chromate-sealed cadmium provides 500+ hour salt spray resistance per ASTM B117. Applied at 5–8μm thickness over phosphate pretreatment. Required for MS-series steel bolts and pins in military and naval aviation environments. RoHS exemption documentation available for defense aerospace programs.
Aluminum Coating (Alumiplate / IVD) — MIL-DTL-83488
IVD aluminum and alumiplate coatings replace cadmium on modern commercial aerospace fasteners for RoHS/REACH compliance without sacrificing corrosion protection. 8–13μm aluminum coating provides 720+ hour salt spray resistance. Standard on Boeing and Airbus new-program aerospace fasteners. LHE (low hydrogen embrittlement) process required for high-strength steel (>1,240 MPa).
Passivation — ASTM A967 / AMS-QQ-P-35
Nitric or citric acid passivation for stainless steel and precipitation-hardening stainless (17-4PH) aerospace fasteners. Removes free iron from machined surfaces and restores chromium oxide corrosion barrier. Required for all 300-series and PH stainless aerospace fasteners before shipment to prevent installation seizure and in-service pitting corrosion.
Phosphate Coating — MIL-DTL-16232
Manganese or zinc phosphate pretreatment on alloy steel aerospace fasteners prior to cadmium or aluminum coating. Provides lubricant retention and break-in wear reduction during torque-controlled installation. Also serves as corrosion-resistant base layer for oiled storage of unplated aerospace fastener inventory.
Dry Film Lubricant — MIL-PRF-46010
Molybdenum disulfide or PTFE-based dry film lubricant applied to aerospace fastener threads and bearing surfaces. Reduces friction coefficient from 0.20 to 0.08, enabling predictable torque-tension relationships and preventing galling on titanium-to-titanium and stainless-to-stainless joints. Standard on A286 and Ti-6Al-4V aerospace fasteners for engine and structural applications.
Anodizing — MIL-A-8625
Type II standard anodizing and Type III hard coat anodizing for aluminum aerospace fasteners and rivets. Type II provides corrosion resistance and paint adhesion for airframe aluminum joints. Type III hard coat (25–75μm) provides wear resistance for aluminum fasteners in sliding or pivot applications. Sealed with nickel acetate or Teflon-impregnated for lubricity.
All aerospace fastener manufacturing coating — cadmium, aluminum IVD, passivation, dry film lubricant — is verified by XRF thickness measurement, salt spray testing per ASTM B117, and adhesion testing on every production lot. Coating certifications, NADCAP special process certificates, and salt spray test reports are included in the shipment documentation package for every aerospace fastener manufacturing program.
Quality Assurance for
Aerospace Fastener Manufacturing
Aerospace fastener manufacturing quality requirements extend beyond dimensional conformance to encompass material traceability, mechanical property verification, non-destructive testing, and the complete documentation trail that aerospace OEM qualification programs require — including FAIR per AS9102 for every new part introduction.
Contract & Drawing Review
Engineering review of aerospace fastener manufacturing drawing requirements, applicable specifications (NAS, MS, BAC, AMS, AS8879), material callouts, heat treatment requirements, coating specifications, NDT requirements (FPI/MPI), and FAIR requirements before order acceptance. Material availability and mill lead time confirmation for exotic alloys (Waspaloy, Inconel 718).
Material Incoming Inspection
Mill test report (MTR) verification against AMS specification: chemical composition, tensile strength, yield strength, elongation, hardness, and grain size. XRF composition confirmation; hardness spot-check on incoming bar stock. Full lot traceability assignment — heat number linked to internal lot number for lifetime traceability. RoHS/REACH restricted substance verification.
First Article Dimensional Inspection
Complete Mitutoyo CMM dimensional report: shank diameter, thread pitch diameter, thread angle, head height, head width across flats, head runout, drilled hole position, and overall length. Optical thread comparator profile verification per AS8879. Balloon drawing with full measurement results. Mechanical test coupon processed simultaneously with first article for tensile and hardness verification.
In-Process Dimensional Control
100% shank diameter sorting at production speed; in-process air gauge monitoring at defined intervals; thread pitch diameter monitored by thread roll form die wear tracking; head runout verification after head machining; dedicated aerospace fastener tooling with monitored tool life limits; statistical process control (SPC) on critical diameters for production lots exceeding 500 pieces.
Special Process & NDT Verification
Heat treatment certificate from NADCAP-accredited furnace: solution temperature, aging temperature, atmosphere, and thermocouple chart. FPI or MPI certificate from NADCAP-accredited NDT facility: indication-free verification per ASTM E1417/E1444. Coating thickness verification by XRF; salt spray test coupon processed with production lot; dry film lubricant thickness and adhesion verification.
Final Inspection & Documentation
100% visual inspection under 10× magnification for machining defects, coating uniformity, and thread damage. Torque-tension test on representative sample for self-locking nuts. Final CMM check on 5% sample for dimensional confirmation. Shipment documentation package: material MTR, heat treatment certificate, NDT certificate, coating certificate, CMM report, FAIR per AS9102, and Certificate of Conformance with full lot traceability chain.
AS9100D & NADCAP Quality System for
Aerospace Fastener Manufacturing
CNCPioneer's AS9100D certification for aerospace fastener manufacturing and NADCAP special process accreditation for heat treatment, FPI, and MPI provide the structured quality framework demanded by Boeing, Airbus, Bombardier, and defense OEM supply chain qualification across commercial, military, and space programs.
AS9100D & FAIR per AS9102
AS9100D certified aerospace fastener manufacturing with FAIR documentation per AS9102 for every new part introduction and design revision. Full balloon drawing, material certification, dimensional CMM report, and functional test results. First article sample quantity per AS9102 Form 1, 2, and 3 requirements. Aerospace fastener manufacturer qualification package available for OEM supplier database registration.
- FAIR per AS9102 documentation
- Full balloon drawing included
- Material certification records
NADCAP Special Process Accreditation
Heat treatment (HT), fluorescent penetrant inspection (FPI), magnetic particle inspection (MPI), and coating processes performed at NADCAP-accredited special process partners with current accreditation certificates. NADCAP audit compliance maintained through continuous surveillance. Special process certificates included in every aerospace fastener manufacturing shipment for OEM audit trail compliance.
- HT / FPI / MPI accredited
- Coating process certified
- Continuous NADCAP surveillance
100% Lot Traceability & Material Verification
Heat number traceability from mill test report through finished aerospace fastener retained for minimum 10 years per AS9100D record retention. XRF material composition verification on incoming bar stock. Mechanical test coupon processed with each heat treat lot: tensile, yield, elongation, and hardness. Full material and process traceability chain for accident investigation and airworthiness directive compliance.
- 10+ year record retention
- XRF composition verification
- Full traceability chain
Dimensional & Mechanical Testing
Mitutoyo CMM dimensional verification on shank diameter, thread pitch diameter, head runout, and critical lengths. Tensile testing per ASTM F606 on representative samples from each production lot. Hardness testing per ASTM E18 (Rockwell C) confirming heat treat response. SEM fracture analysis available for failure investigation. All test records included in Certificate of Conformance.
- CMM dimensional verification
- Tensile & hardness per lot
- SEM fracture analysis available
Aerospace Fastener Manufacturing FAQ
Common questions from airframe manufacturers, engine OEMs, MRO facilities, and Tier-1 suppliers about CNCPioneer's aerospace fastener manufacturing and custom aerospace fastener capabilities.
Full material traceability to the mill is the single most important quality requirement in aerospace fastener manufacturing. Unlike commercial fasteners, every aerospace fastener lot must be traceable to the original mill heat number, chemical composition, and mechanical test results. This traceability enables accident investigation, airworthiness directive compliance, and supplier corrective action when material anomalies occur. CNCPioneer maintains 10+ year record retention per AS9100D and links internal lot numbers to mill heat numbers on every aerospace fastener manufacturing shipment.
CNCPioneer manufactures all standard aerospace fastener types: threaded fasteners (bolts, screws, studs) per NAS/MS/BAC; nuts (hex, shear, self-locking, anchor) per NAS/MS; pins (straight, taper, clevis, hi-lok) per NAS/BAC; blind fasteners (rivets, lockbolts) per MS/NAS; and specialty fasteners (interference-fit, taper-lok, multi-diameter shank) per customer drawing. Custom aerospace fastener manufacturing for proprietary head styles, non-standard grip lengths, and integrated features is available with 24-hour DFM review.
Primary aerospace fastener manufacturing materials: A286 (AMS 5731/5737) for high-temperature airframe and engine applications to 316°C; Inconel 718 (AMS 5662/5663) for engine hot section to 650°C; Ti-6Al-4V (AMS 4928/4967) for lightweight primary structure; 17-4PH (AMS 5643) for corrosion-resistant structural applications; alloy steel (AMS 6322) for high-shear pins; and aluminum 7075-T6 / 2024-T4 for rivets and non-magnetic applications. All materials with full MTR and AMS compliance.
NAS (National Aerospace Standard) fasteners are developed by the Aerospace Industries Association (AIA) for commercial and general aviation applications — typically higher strength and more precise dimensional control than MS fasteners. MS (Military Standard) fasteners are developed by the US Department of Defense for military aircraft and defense applications — often specifying cadmium plating and specific procurement requirements. BAC (Boeing Aircraft Company) and DIN (Airbus) are OEM proprietary specifications that override NAS/MS for specific airframe programs. CNCPioneer aerospace fastener manufacturing covers all four specification families.
Thread quality is ensured through three controls: (1) rolled threads (not cut) using hardened thread roll dies that cold-work the thread profile for improved fatigue resistance; (2) 100% optical thread comparator inspection verifying pitch diameter, thread angle, and profile conformance per AS8879; and (3) thread gauge verification with GO/NO-GO ring and plug gauges for class 3A/3B fit. UNJ (MJ) rounded-root threads are standard for fatigue-critical aerospace fasteners to reduce stress concentration at the thread root.
Standard A286 or 17-4PH threaded aerospace fasteners from available bar stock: 10–14 business days for prototype quantities (including heat treatment and passivation). Inconel 718 fasteners requiring NADCAP heat treatment and FPI: 14–18 business days. Titanium Ti-6Al-4V fasteners: 12–16 business days. Custom aerospace fastener manufacturing with new tooling: 3–4 weeks prototype, 5–6 weeks production. Large production quantities: 6–8 weeks depending on material mill availability. Blanket order programs with scheduled releases available for OEM long-term supply.
CNCPioneer's China aerospace fastener manufacturing delivers 35–55% cost reduction compared to equivalent aerospace fasteners from established US and European aerospace fastener manufacturers at comparable AS9100D quality system, NADCAP special process, and FAIR documentation levels. The cost advantage reflects manufacturing economics — competitive labor cost, proximity to Asian titanium and nickel alloy suppliers, and high-volume Swiss CNC machining efficiency — rather than specification compromise. Our aerospace fastener manufacturing components are produced to the same NAS/MS dimensional tolerances, AMS material specifications, and NADCAP special process requirements as leading PCC, Arconic, and LISI aerospace fastener products. Detailed OEM quotations with transparent pricing are available within 24 hours.
Get a Quote for Aerospace Fastener Manufacturing
Upload your aerospace fastener drawing, NAS/MS/BAC specification, or custom aerospace fastener requirement and receive a free DFM review and competitive quotation within 24 hours. CNCPioneer's engineering team will review your aerospace fastener design for manufacturing feasibility, confirm material and heat treatment specification compliance, recommend optimal coating and thread form, and provide a complete OEM program quotation for standard and custom aerospace fastener types.