Standard achievable tolerances (most shops’ typical quotes):
- General parts: ±0.1 mm to ±0.05 mm
- Tighter: ±0.025 mm to ±0.01 mm
- Very tight (with extra care): ±0.005–0.01 mm possible, but often at higher cost and with strict conditions.
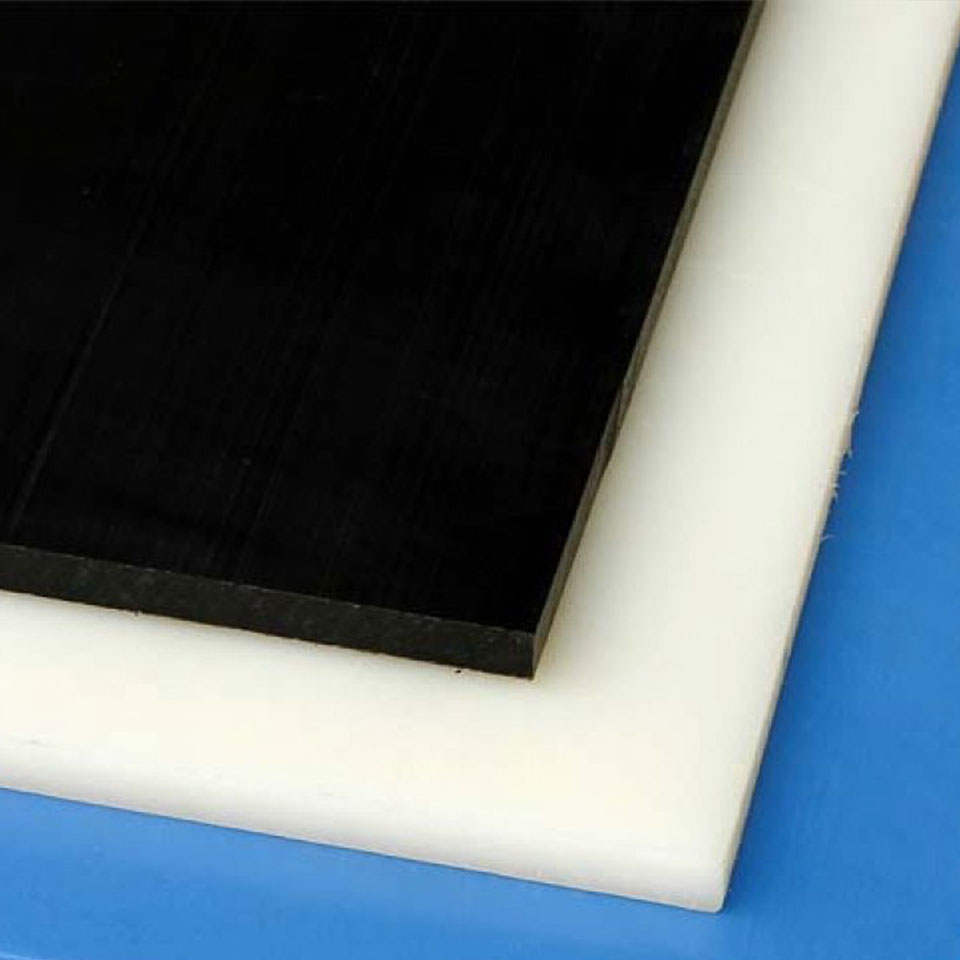
Dimensional stability is the #1 pain point — nylon is not as rock-stable as metals or low-absorbency plastics like Delrin/POM.
Main reasons parts “move” after machining:
- Moisture absorption — Parts can swell 0.5–2% linearly depending on grade, humidity, and time exposed.
- Internal stress relief — Especially in extruded or cast stock; roughing removes material → part relaxes and warps slightly.
- Thermal expansion during cutting — Thin walls or long features distort from localized heat.
How pros handle it:
- Prefer PA66 over PA6 for lower absorption.
- Pre-dry material (80–100°C for 4–12 hours) before machining.
- Rough machine → stress-relieve/age → finish machine.
- Control shop humidity; seal/package parts immediately after machining.
- Advise clients to allow 0.1–0.3% extra stock or design with moisture in mind.
- For ±0.01 mm or better → communicate early; may need special fixturing, environment control, or post-machining stabilization.
Bottom line: Nylon CNC routinely hits ±0.02–0.05 mm reliably. Sub-0.01 mm is doable but requires planning—don’t assume it behaves like metal or acetal without precautions.
If you have a specific part drawing, application (e.g., gears, bushings, prototypes), or tolerance callout, feel free to share more details for tailored advice on grade, design tweaks, or quoting tips!