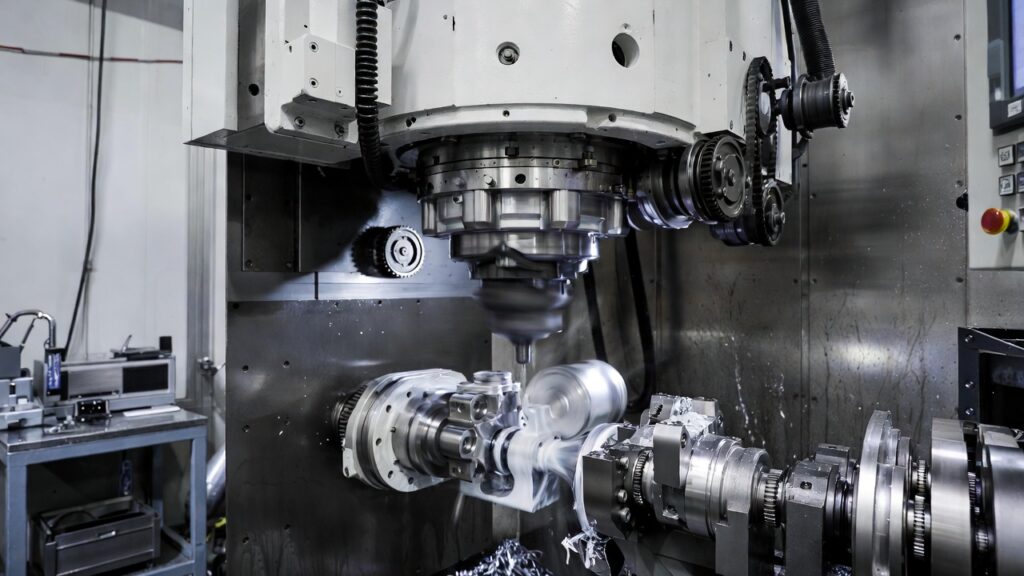
CNC turning is one of the most widespread technologies for manufacturing precise cylindrical parts from a wide range of materials. Unlike CNC milling, where the tool rotates and moves across a stationary workpiece, CNC turning rotates the workpiece while a stationary cutting tool removes material. Modern CNC turning centers build on this foundation by adding live tooling, multiple axes, and milling capabilities, allowing them to produce highly complex parts in a single setup — like the intricate components often seen in aerospace, automotive, and medical applications.
This article provides a straightforward introduction to CNC turning. We’ll cover how the process works, the difference between traditional CNC lathes and advanced turning centers, the main machine components, common tooling considerations, the primary types of turning operations, and the key advantages that make CNC turning so valuable for prototyping and production.
CNC Turning Explained
CNC turning is a subtractive manufacturing process that removes material from a rotating workpiece — most often starting with cylindrical bar stock, though it can also handle hex, square, or other shaped stock. The workpiece spins on the machine’s spindle while a cutting tool is fed into it to create the desired shape.
Turning machines come in two main orientations:
- Horizontal — the most common setup. The spindle is parallel to the ground, and the workpiece extends outward (cantilever style). This configuration is convenient for most parts but can introduce challenges like vibration on very long workpieces and chip evacuation issues (chips may fall back onto the part and cause scratching or recutting).
- Vertical — the spindle is oriented vertically, often used for large, heavy parts where gravity helps with stability and chip removal.
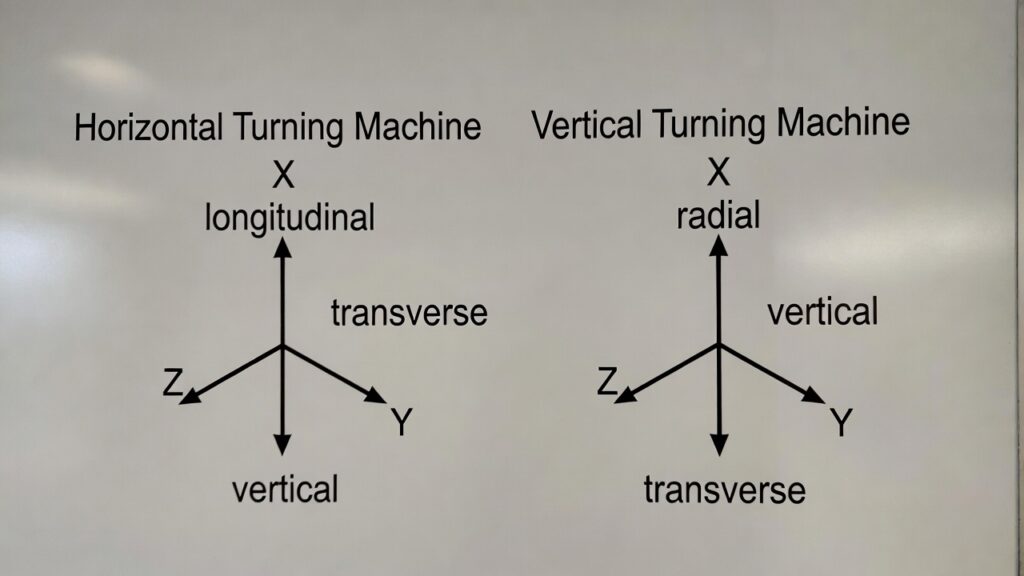
The number of axes varies by machine. Basic lathes are typically 2-axis (X and Z), while advanced turning centers can have 3, 4, 5, or more axes, enabling simultaneous turning, milling, drilling, and other operations.
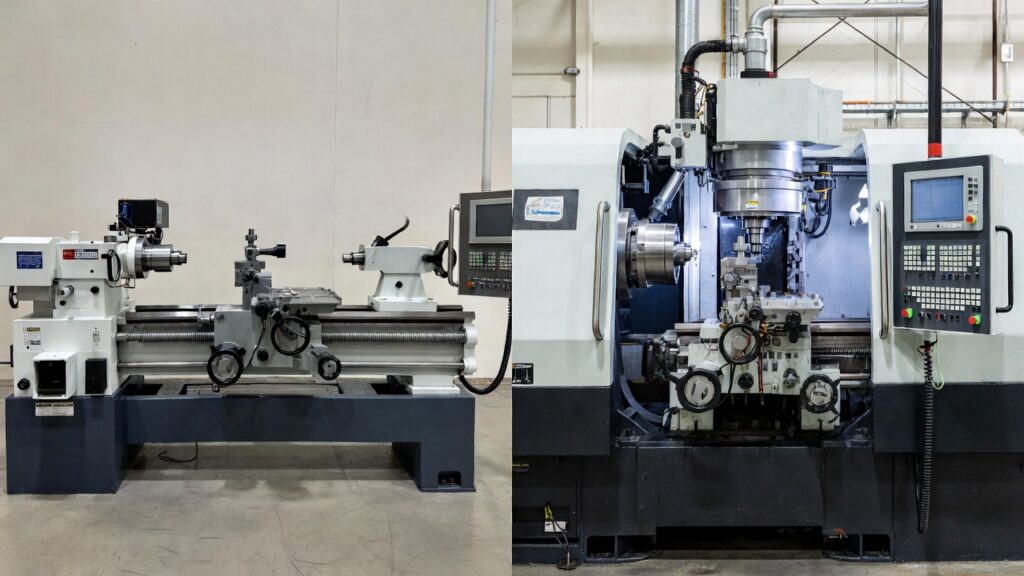
CNC Lathes vs. CNC Turning Centers
The terms “CNC lathe” and “CNC turning center” are sometimes used interchangeably, but there are meaningful differences:
- CNC lathes are generally simpler, 2-axis machines focused on basic turning operations — external diameters, facing, threading, etc.
- CNC turning centers are more capable, often featuring 3+ axes, live tooling (rotating tools for milling and drilling), automatic tool changers, and sometimes Y-axis or sub-spindles. This allows them to complete parts that would otherwise require multiple machines or secondary operations.
In short: if the job is pure turning, a lathe may suffice. For parts that combine turning with milled features, cross-drilling, or complex geometries, a turning center is usually the better choice.
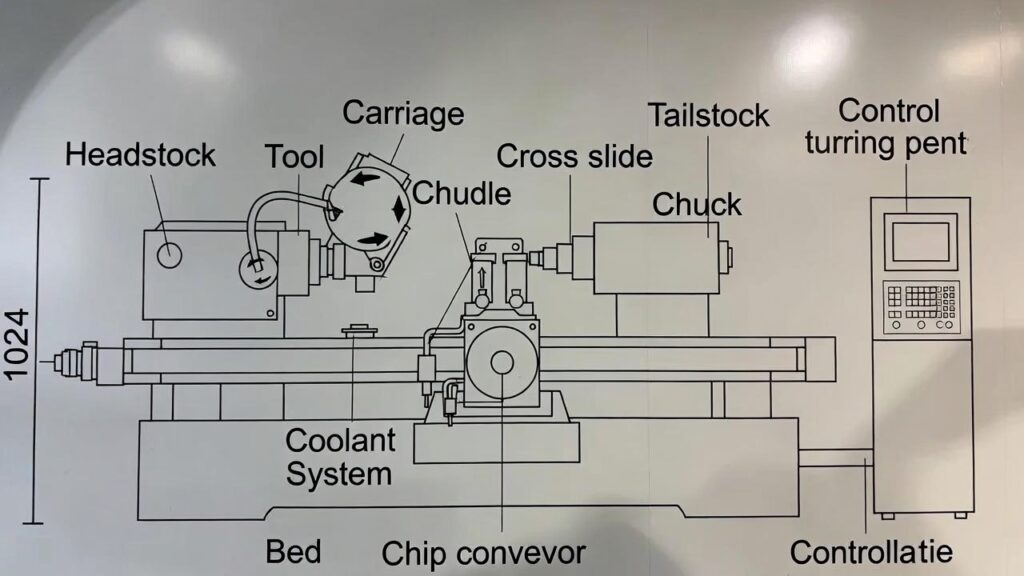
CNC Turning Machine Components
A typical CNC turning machine includes several core components:
- Spindle — the heart of the machine, driven by a powerful motor. It holds and rotates the workpiece at controlled speeds.
- Chuck — grips the workpiece. Three-jaw chucks are the most common for round stock (self-centering); four-jaw chucks are used for irregular or off-center shapes.
- Tailstock (optional) — supports long workpieces from the opposite end to prevent deflection and vibration.
- Tool turret — holds multiple tools and indexes them automatically for quick changes. Modern turrets often accommodate live tools for milling and drilling.
- Bed and slides — provide rigid support and precise linear motion along the X (radial) and Z (axial) axes.
- Control system — interprets the CNC program (usually G-code) and coordinates all movements, spindle speed, and tool changes.
CNC Turning Tooling Materials
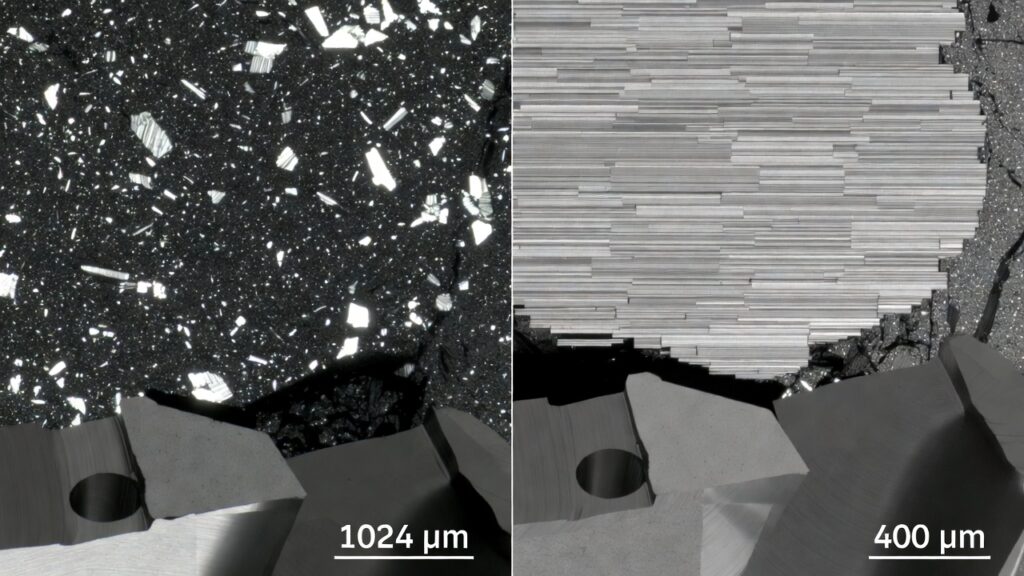
Cutting tools — most often indexable carbide inserts — are critical to performance. The right insert material, grade, coating, and geometry can dramatically affect tool life, surface finish, and cycle time.
Modern inserts use advanced material science:
- Carbide substrates with controlled grain size and composition.
- Coatings (e.g., TiAlN, Al₂O₃) that improve heat resistance and reduce wear.
- Crystal orientation techniques (like Sandvik’s Inveio® technology), where alumina crystals are aligned in a single direction instead of randomly. This unidirectional structure enhances heat dissipation, reduces flank wear, and extends tool life significantly compared to conventional random-orientation coatings.
Choosing the correct insert for the workpiece material is essential — using a tool that’s too soft for a hard alloy can lead to rapid failure, while an overly aggressive grade may damage the part or produce poor finishes.
Types of CNC Turning Operations
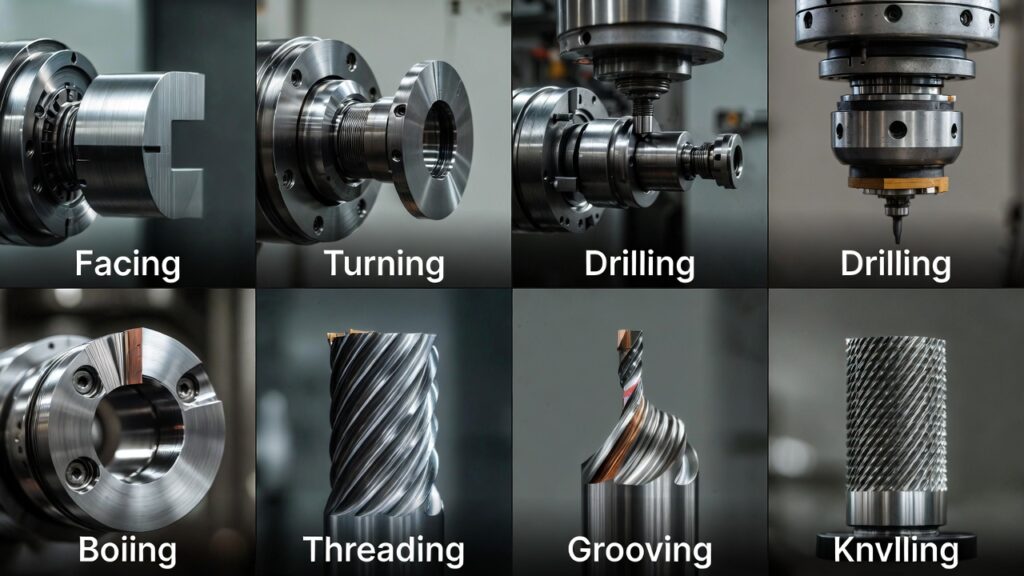
CNC turning supports a variety of standard operations. Here are the most common ones:
- Facing — creates a flat surface on the end of the workpiece by feeding the tool perpendicular to the rotational axis. Often used as a first or final pass to establish length and a clean face.
- Turning (straight or taper) — reduces the outer diameter. Straight turning cuts parallel to the axis; taper turning cuts at an angle (either by offsetting the tool or using multi-axis interpolation).
- Drilling — produces holes along the centerline (or off-center with live tooling in advanced machines).
- Boring — enlarges or finishes an existing hole by feeding the tool inside it.
- Threading — cuts external or internal threads using a precise, synchronized feed.
- Grooving / Parting — cuts narrow grooves (e.g., for O-rings or snap rings) or severs the finished part from the bar stock using a dedicated grooving or parting tool.
- Knurling — presses a patterned wheel against the surface to create a textured grip (this is a forming rather than cutting operation).
With live tooling and additional axes, turning centers can also perform milling, cross-drilling, and other secondary operations without removing the part from the machine.
Advantages of CNC Turning
CNC turning offers several key benefits:
- Accuracy and repeatability — Automated control eliminates human error, delivering tight tolerances and consistent parts run after run.
- Versatility — Capable of producing a broad range of features — from simple shafts to complex geometries when using turning centers.
- Efficiency — Fast cycle times, quick tool changes, and the ability to run unattended after setup.
- Safety — Operators are separated from the cutting zone by guards, reducing risk compared to manual lathe work.
Frequently Asked Questions (FAQs)
What’s the main difference between a CNC lathe and a CNC turning center?
A CNC lathe is usually a simpler 2-axis machine that performs basic turning operations (facing, OD turning, threading, etc.). A CNC turning center is more advanced — it typically has live tooling, Y-axis capability, sub-spindles, and sometimes 5+ axes — so it can mill flats, drill cross-holes, and complete complex parts in one setup without moving the workpiece to another machine.
What kind of tolerances can CNC turning realistically achieve?
In production environments, most CNC turning shops routinely hold tolerances of ±0.001″ to ±0.005″ (±0.025 mm to ±0.13 mm) on diameters and lengths. With careful setup, sharp tools, rigid machines, and good fixturing, tolerances down to ±0.0005″ (±0.013 mm) are achievable — especially on shorter parts and softer materials. Surface finishes typically range from Ra 32–125 µin (0.8–3.2 µm), with finer finishes possible using light finishing passes and proper coolant.
When should I use a tailstock (or live center) on a turning job?
Use a tailstock whenever the length-to-diameter ratio (L/D) of the workpiece exceeds about 4:1 to 6:1. Without support, long slender parts will deflect under cutting forces, causing poor dimensional accuracy, taper, chatter marks, and vibration. The tailstock prevents this by supporting the free end of the part. For very long or thin parts, steady rests may also be used.
Can CNC turning produce non-round features like hexagons or flats?
Yes — but only on machines with live tooling and additional axes (usually Y-axis and C-axis). These features are milled using rotating end mills or slotting tools while the spindle is indexed or held stationary. On a basic 2-axis lathe without live tooling, you’re limited to round, symmetrical shapes. Most modern production turning jobs that need flats, hexes, or cross-drilled holes are done on turning centers.
What materials work best (and worst) for CNC turning?
Best materials: free-machining steels (12L14, 1215), aluminum alloys (6061, 7075), brass, bronze, and many engineering plastics (Delrin, PEEK). These cut cleanly with good chip control and surface finish. More challenging: stainless steels (work hardening), titanium alloys (low thermal conductivity), Inconel/nickel alloys (very tough), and hardened steels (>45 Rc). These require slower speeds, rigid setups, sharp coated tools, and often high-pressure coolant to manage heat and tool life.
How much does it usually cost to get CNC turned parts made?
Cost depends on part complexity, material, quantity, tolerances, and turnaround time. Simple prototype parts in aluminum or mild steel might cost $50–$250 each when ordering 1–10 pieces. Production runs (100–1,000+ pcs) usually drop to $5–$50 per part thanks to economies of scale, optimized cycle times, and bar-fed automation. Turning is generally one of the more economical CNC processes for cylindrical parts because of fast material removal rates and short setup times compared to complex 3–5 axis milling.




