Electric vehicles (EVs) need electric motors that run quietly, efficiently, and smoothly at very high speeds — often 10,000 to 20,000 RPM or more.
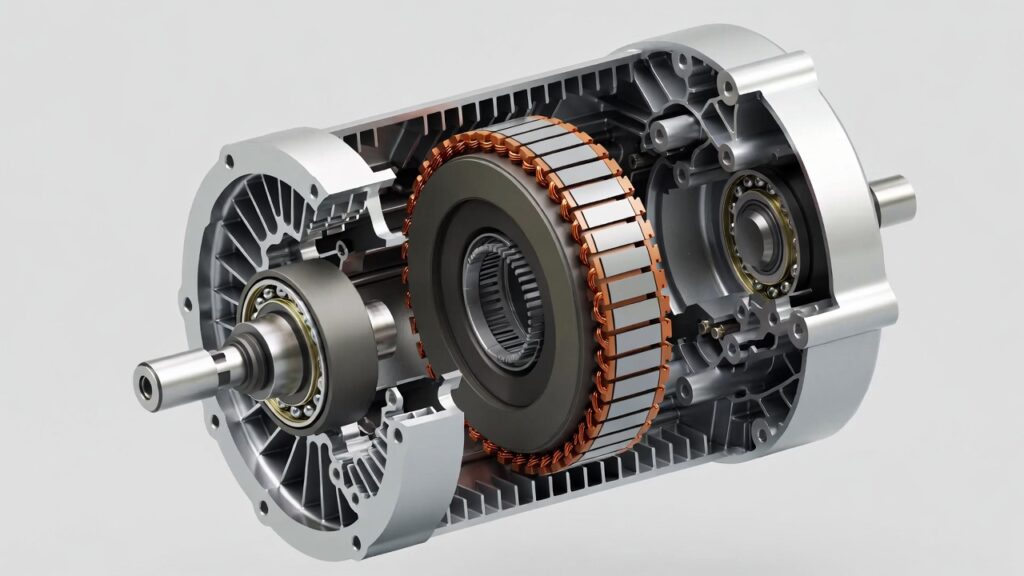
The motor housing (also known as the motor casing or stator housing) is the key structural part that holds everything together.
This aluminum or magnesium component must achieve stator/rotor bore concentricity of 0.01 mm or better, perfect alignment for bearings, excellent heat removal, and low Noise, Vibration, and Harshness (NVH) levels.
CNC machining, especially using 4-axis and 5-axis machines, is the best way to produce these parts. It provides the extreme accuracy, complex shapes, and fast design changes that EV manufacturers need — something die casting alone often cannot match for prototypes or medium volumes.
This article explains why motor housings are so challenging, the best materials, the step-by-step machining process, the most important tolerances, current industry challenges, and emerging solutions in 2026.
Why Motor Housings Require Such High Precision
The housing does much more than protect the motor. It directly affects three main performance areas:
- Concentricity and Motor Efficiency The stator bore must line up perfectly with the rotor and bearing seats. A deviation as small as 0.015 mm can cause imbalance, reduce efficiency by 2–3%, and wear out bearings early.
- NVH (Noise, Vibration, Harshness) Reduction EVs are very quiet — there is no engine noise to hide problems. Electromagnetic forces and high-frequency sounds from the inverter travel through the housing. Precise machining of flat mounting surfaces and even wall thicknesses stops unwanted resonance and high-pitched “whine” noises.
- Heat Management at High Speeds Powerful EV motors create a lot of heat during peak performance. The housing needs built-in cooling channels, thin yet strong walls, and flat contact surfaces to move heat away quickly and keep temperatures under control.
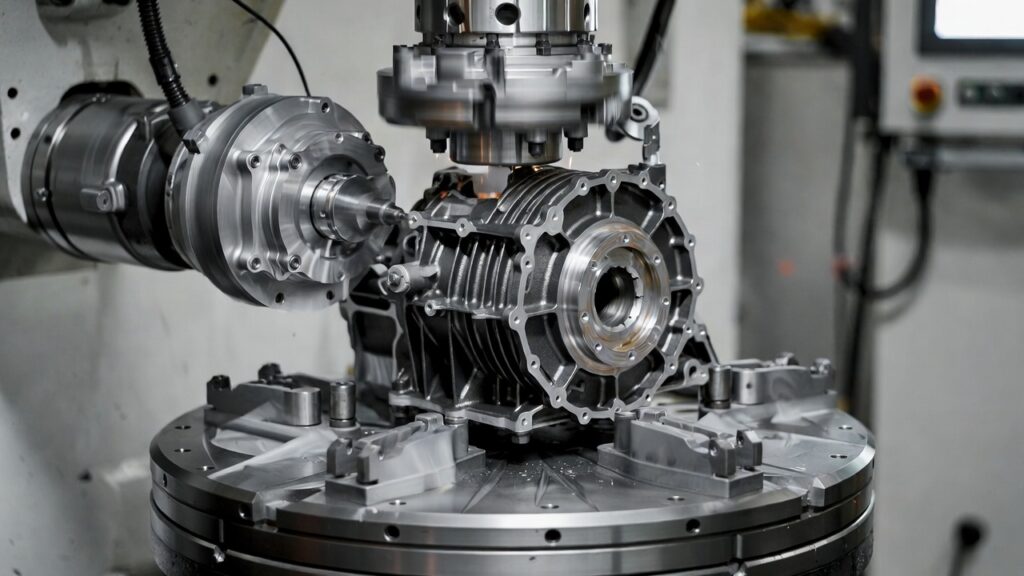
5-axis CNC machining is ideal because it finishes all important features — stator bore, bearing seats, mounting faces, and cooling paths — in one single setup. This avoids errors that build up when moving the part between different machines.
Best Materials for EV Motor Housings
Aluminum is used in about 85% of EV motor housings because it offers a great balance of weight, heat transfer, and ease of machining. Magnesium is growing for ultra-light designs, while other options appear in special cases.
| Material | Density (g/cm³) | Thermal Conductivity (W/m·K) | Main Advantages | Common Uses | Machining Notes |
|---|---|---|---|---|---|
| Aluminum 6061-T6 / 6082 | 2.70 | 167–180 | Best overall machinability, good corrosion resistance, low cost | Most passenger car EV motors | Easy chip removal, very low distortion |
| Aluminum 7075-T6 | 2.81 | 130–160 | Much higher strength for high-torque motors | Performance EVs and commercial vehicles | Slightly more tool wear |
| Magnesium AZ91 / WE43 | 1.74–1.80 | 50–100 | 30–35% lighter than aluminum | Premium lightweight EVs | Needs special coolant and fire precautions |
| Cast Iron or Hybrids | 7.2+ | ~50 | Excellent vibration damping | Heavy-duty commercial motors | Heavier; used only in niche applications |
Aluminum 6061-T6 is still the top choice for most EV makers. It gives excellent thermal performance, lightweight design, and reliable CNC results without high costs.

Step-by-Step CNC Machining Process for Motor Housings
Here is the typical workflow used by experienced shops:
- Start with Raw Material Use saw-cut billets, pre-machined plates, or near-net shapes for very large parts.
- Rough Machining Remove 80–85% of the material quickly using high-feed 4-axis milling.
- Semi-Finish Stage Create reference datums and rough out bearing seats and other key areas.
- Critical Finish Machining Use 5-axis in one setup to complete the stator bore, bearing journals, seal grooves, mounting faces, and cooling features. This step ensures the tightest accuracy.
- Final Steps Apply precision honing (if needed for bores), anodizing or hard coating, pressure leak testing, and full CMM (Coordinate Measuring Machine) inspection.
Essential technologies:
- True simultaneous 5-axis machining
- High-pressure coolant (70+ bar) through the spindle
- Custom fixtures (hydraulic or vacuum) to prevent part distortion
- In-process probing and adaptive toolpaths
- Real-time monitoring of tool wear
These tools help achieve consistent results even on thin walls or complex shapes.
Key Tolerances for EV Motor Housings in 2026
Modern EV programs demand very tight specs. Here are the most important ones:
| Feature | Typical Tolerance | Why This Matters |
|---|---|---|
| Stator / Rotor Bore Concentricity | ≤ 0.01 mm (0.0004 in) | Critical for vibration-free running and max efficiency |
| Bearing Seat Concentricity / Roundness | ≤ 0.005–0.008 mm | Ensures perfect shaft alignment at 18,000+ RPM |
| Bearing Seat Diameter | ±0.005 mm | Controls interference fit and bearing preload |
| Mounting Face Flatness | ≤ 0.03 mm | Prevents stress or distortion when bolted |
| Cooling Fin / Channel Thickness | ±0.05 mm | Keeps heat transfer even without weak spots |
| Threaded Hole Position | ±0.02 mm | Guarantees leak-free and aligned assembly |
| Surface Roughness (Ra) – Critical Bore | 0.4–0.8 µm | Reduces NVH and improves bearing performance |
Experienced shops with modern 5-axis machines and good Design for Manufacturability (DFM) input routinely meet these levels.
Major Challenges and Trends in 2026
EV motor housing production faces these key issues:
- Thermal distortion during machining of thin walls or high-RPM use
- NVH problems — the housing can amplify electromagnetic noise
- Scaling from a few prototypes (5–50 pieces) to thousands per month
- Pressure to cut weight while keeping strength and rigidity
Current trends solving these problems:
- Full 5-axis automation for lights-out (unmanned) production
- Hybrid methods: CNC + adhesive bonding or laser welding
- DFM-optimized integrated cooling designs
- Increased use of recycled aluminum and magnesium for sustainability
- AI and sensor-based adaptive machining to handle material changes
These advancements help shops deliver better parts faster and more reliably.
Conclusion: CNC Machining Powers Quiet, Efficient EV Motors
EV motor housings may look basic, but they are high-precision parts. A difference of just 0.01 mm can separate a top-performing, silent motor from one that vibrates, loses efficiency, or fails early. CNC machining — especially true 5-axis with EV expertise — is the most dependable method to achieve the needed concentricity, NVH control, and heat performance for next-generation electric drivetrains.
Whether you need 10 prototype housings quickly or 5,000 units monthly, choose a CNC partner that understands stator alignment, bearing precision, and NVH requirements. This ensures on-time delivery, strong performance, and controlled costs.
Ready for your EV motor housing project? Upload your STEP or IGES files now for free DFM feedback, accurate quotes, and fast lead times. We handle aluminum, magnesium, and hybrid designs with the precision your electric vehicle needs.
Frequently Asked Questions (FAQs)
Q1: What is the single most important tolerance in EV motor housings?
A: Stator/rotor bore concentricity ≤ 0.01 mm. It has the biggest effect on vibration, efficiency, and bearing durability.
Q2: Is CNC better than die casting for motor housings?
A: Yes, especially for prototypes to medium volumes (up to ~50,000 pcs/year). CNC allows fast design changes without expensive tooling and delivers tighter concentricity in one setup.
Q3: How does 5-axis machining help reduce NVH?
A: It machines all key features in one clamping, removing misalignment that would increase vibration through the housing.
Q4: Which material works best for motors over 15,000 RPM?
A: Aluminum 6061-T6 or 7075-T6 with well-designed cooling fins. Magnesium is great when weight savings are critical.
Q5: How long does it take to machine an EV motor housing?
A: Prototypes usually take 5–12 days. Production runs (after DFM approval) take 10–25 days, depending on quantity and finishing steps.
Q6: Do you supply full inspection reports?
A: Yes — we provide complete CMM reports (including concentricity data), material certificates, and other quality documents as standard.
Q7: Can you produce housings with built-in cooling channels?
A: Yes. We regularly machine complex spiral, jacket, or integrated cooling paths using 5-axis CNC.




