Ever heard a song lyric that goes something like “too much heat will burn you”? Yeah, that applies to laser cutting too.
The heat-affected zone (HAZ) is basically the “collateral damage” area right next to your laser cut. The metal didn’t melt there, but the intense heat still changed its microstructure, hardness, color, and sometimes its whole personality.
In sheet metal projects—whether you’re making brackets, enclosures, signs, or aerospace-grade parts—excessive HAZ can turn a beautiful cut into a problem child: warped pieces, cracked bends, ugly discoloration, or parts that fail corrosion tests.
The good news? Laser cutting already gives you one of the smallest HAZs among thermal methods. With the right tweaks, you can shrink it down to almost nothing.
Here’s your practical, no-fluff guide to keeping HAZ under control so your parts come out clean, strong, and ready to use.
What Exactly Is HAZ?
HAZ stands for heat-affected zone. It’s the band of metal next to the cut (or weld) that got hot enough to change its properties—but not hot enough to actually melt and become part of the kerf.
Think of it like this: the laser is a super-focused blowtorch. The kerf is where the metal vaporizes or melts away. Right beside it, heat sneaks in and messes with the grain structure, hardness, and sometimes chemistry (especially in stainless steels where chromium can form carbides and kill corrosion resistance).
You’ll usually see HAZ show up as the following:
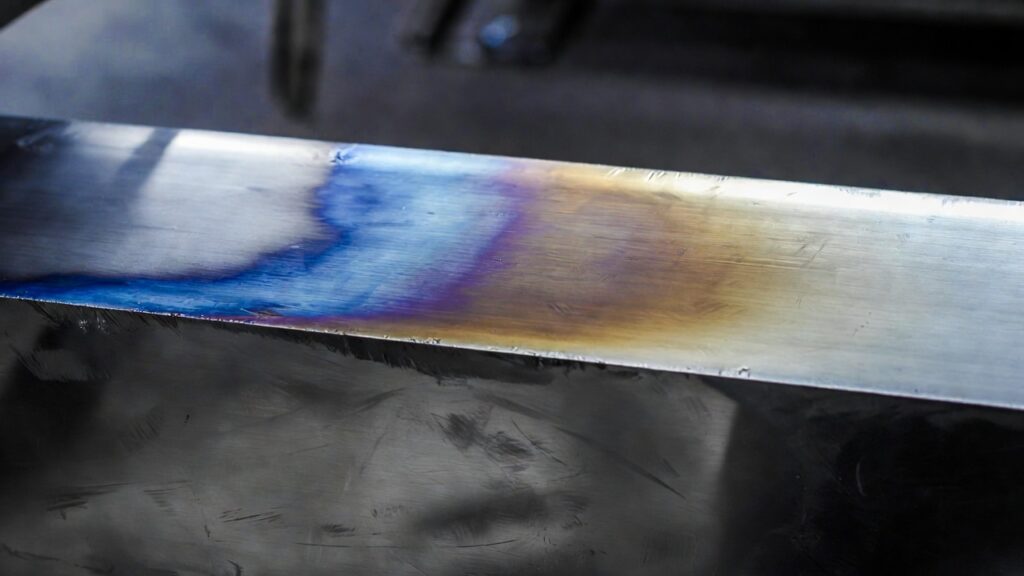
- Discoloration—straw yellow, blue, or purple heat tint on stainless
- Hardening or brittleness — rapid cooling can create martensite in steels
- Oxidation scale—especially with oxygen assist gas
- Slight warping — thin sheets hate uneven heating
In thin sheet metal (under 1/4″), even a tiny HAZ can cause noticeable issues. In thicker stuff, it’s still there but less dramatic on overall flatness. (Optical microscope cross-section of a laser-cut edge. The dashed line often marks where the HAZ ends and unaffected base metal begins—wider at the bottom in many cases.
Why Should You Care About Minimizing HAZ?
Because HAZ isn’t just cosmetic. It can:
- Weaken the part (cracks under load or fatigue failure)
- Ruin corrosion resistance (hello, stainless failure in salty environments)
- Make bending or forming tricky (brittle edges crack)
- Add extra finishing steps (grinding off oxide or discoloration)
- Cause distortion that throws off tight tolerances
In industries like aerospace, medical, or food equipment, even a small HAZ can mean the difference between passing inspection and scrapping the whole batch.
The goal isn’t zero HAZ (impossible with heat), but getting it so small it doesn’t affect function, appearance, or downstream processes.

Processes That Create the Most (and Least) HAZ
Quick ranking from hottest mess to coolest customer:
- Oxyfuel → huge HAZ
- Plasma → medium-to-large HAZ
- CO₂ laser → small-to-medium HAZ
- Fiber laser → very small HAZ
- Waterjet → zero HAZ (cold cut)
- Shearing/punching → zero HAZ (but geometry limited)
Fiber lasers dominate sheet metal today because they’re fast and precise and keep HAZ tiny—especially on stainless, aluminum, and titanium. (Example of a clean laser-cut edge with minimal visible heat tint – the goal for most projects.)

How to Actually Avoid (or Minimize) HAZ in Laser Cutting
Here are the biggest levers you can pull—ranked by impact.
Use the Right Assist Gas (This Is Huge)
Assist gas blows molten metal out of the kerf and controls oxidation.
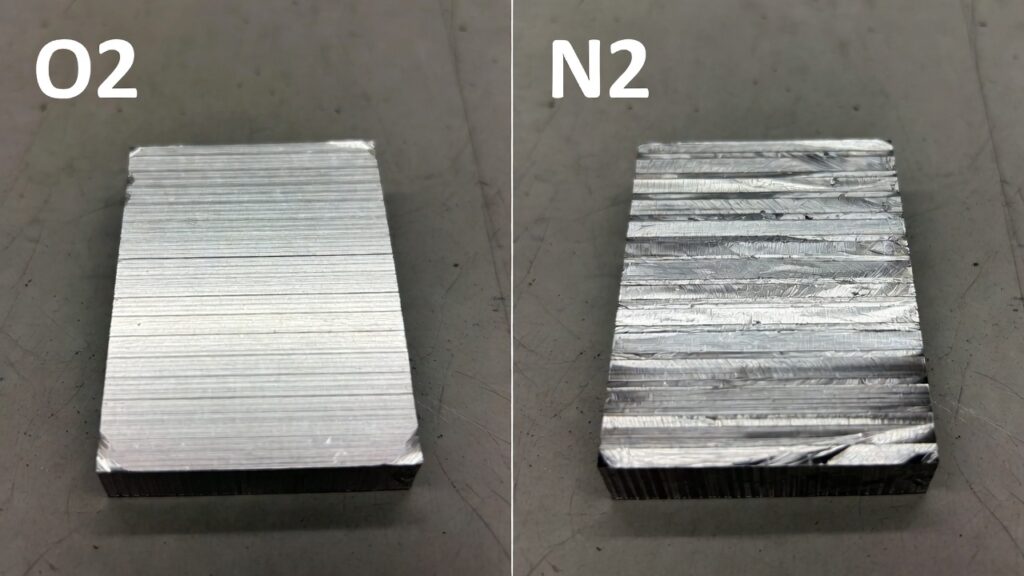
- Nitrogen (inert) → best choice for stainless steel, aluminum, and titanium. No oxidation, bright silver edges, smallest HAZ, and no post-cleanup needed. Higher pressure = even cleaner.
- Oxygen (reactive) → faster on mild steel but adds combustion heat → bigger HAZ, heavy oxide scale, discoloration.
- Air → cheap compromise, but some oxidation creeps in.
Switching to nitrogen on stainless can cut visible heat tint by 70–80% and dramatically improve corrosion performance.

Crank Up Speed, Dial Down Power
Heat input = Power ÷ Speed. Lower heat input = smaller HAZ.
- Run the fastest stable speed that gives full penetration without dross.
- Use just enough power to cut cleanly—overpowering spreads extra heat sideways.
- Modern fiber lasers with auto-modulation do this dynamically.
Rule of thumb: on 1/8″ stainless, jumping from slow oxygen cuts to fast nitrogen fiber cuts can shrink HAZ by half or more.
Optimize Focus, Beam Quality, and Pulse Settings
- Focus slightly below the surface on thicker sheets.
- Tight spot size (fiber lasers win here).
- Pulsed or modulated mode → short bursts + cooling breaks between pulses = less heat buildup (great for aluminum and reflective metals).
Think About Part Design and Nesting
Heat loves to stack up in tight areas.
- Avoid super-sharp inside corners (add fillets).
- Don’t nest parts too close—give space for heat to escape.
- Cut internal features first, exteriors last.
- Use micro-tabs or cool-down pauses in complex nests.

Material Choice Matters
- Thinner sheets = naturally smaller HAZ (less volume to heat).
- Cleaner surface = less extra energy absorbed from oil/rust.
- Some alloys (e.g., 304 vs. 316 stainless) behave better under heat.
When Laser Isn’t Enough: Go Cold
For absolute zero HAZ (medical implants, food contact, and ultra-precision aerospace):
- Waterjet → no heat at all, perfect edges, but slower and sometimes needs deburring.
- Many shops are now hybrid: laser for speed on noncritical features and waterjet trim on critical edges.
Quick Recap: Your HAZ-Minimizing Checklist
- Fiber laser + nitrogen assist (high pressure)
- Max stable speed + minimum effective power
- Pulsed mode when needed
- Clean material, good focus, smart nesting
- Design parts to help heat escape
Follow these and your laser-cut parts will look pro, hold tight tolerances, bend without cracking, and pass the toughest QC checks.
FAQs
What does HAZ actually look like on a finished part?
Usually heat tint (yellow/blue/purple on stainless), slight darkening, or oxide scale. Under a microscope, you see changed grain structure near the edge.
Does every laser-cut part have HAZ?
Yes, but modern fiber lasers with nitrogen make it so small it’s often negligible for most applications.
Is HAZ always bad?
Not always. On mild steel with oxygen, a small HAZ is often acceptable. It becomes a problem when it affects strength, corrosion, cosmetics, or forming.
Which material shows HAZ the worst?
Stainless steel (discoloration kills corrosion resistance), titanium (sensitive to oxygen), and thin aluminum (warping).
Can I remove HAZ after cutting?
Yes—grind, machine, or chemically treat the edge—but prevention is way cheaper and preserves tolerances.
Does thicker metal mean bigger HAZ?
Usually yes, because heat conducts farther before dissipating. Bottom of the cut often shows a wider HAZ than the top.
Why do some laser shops brag about “no HAZ”?
They’re usually using high-pressure nitrogen + fast fiber lasers, or they mean “no visible/functional HAZ.”
Is a waterjet always better for zero HAZ?
For heat-sensitive parts, yes. But laser is faster, cheaper for volume, and gives tighter tolerances on most sheet metals.
How do I know if my parts have too much HAZ?
Visual inspection for tint, bend tests for cracking, hardness testing, or corrosion salt-spray tests.
Does assisted gas pressure really matter?
Yes—higher pressure (15–25 bar nitrogen) blows melt away faster, cools the edge quicker, and shrinks the HAZ.
Can design changes reduce HAZ?
Absolutely. Larger inside radii, spaced nesting, lead-ins/outs, and avoiding heat-trapping sharp corners all help.
What’s the single biggest thing I can do right now to cut HAZ?
Switch to nitrogen assist gas on stainless/aluminum/titanium and run the fastest clean speed your machine allows.
Ready to get parts with beautiful, low-HAZ edges and zero drama?
Upload your design today for instant pricing and expert DFM feedback—we’ll help you choose the right material, thickness, and process to keep HAZ in check and your project on time.
Questions? Hit us up—we love talking shop. Your next project is going to look killer.




