One question we often hear from customers working on metal fabrication projects is, “Should I go with laser cutting or plasma cutting for my sheet metal parts?”
Both methods are powerful, widely used thermal cutting technologies, but they shine in different scenarios. Laser cutting delivers exceptional precision and clean edges, especially on thinner materials, while plasma cutting handles thicker plates faster and at a lower upfront cost.
As experts in sheet metal fabrication, we’ve worked with both technologies extensively. In this guide, we’ll break down how each process works, their key differences, pros and cons, and practical advice to help you choose the right one for your next job.
What Is Laser Cutting?
Laser cutting uses a highly focused beam of light—usually from a fiber laser in modern systems—to melt, burn, or vaporize the material. A high-pressure assist gas (nitrogen or oxygen) blows away the molten metal, creating a precise cut.
Modern fiber lasers dominate sheet metal work because they’re efficient, fast on thin to medium thicknesses, and produce minimal heat distortion.

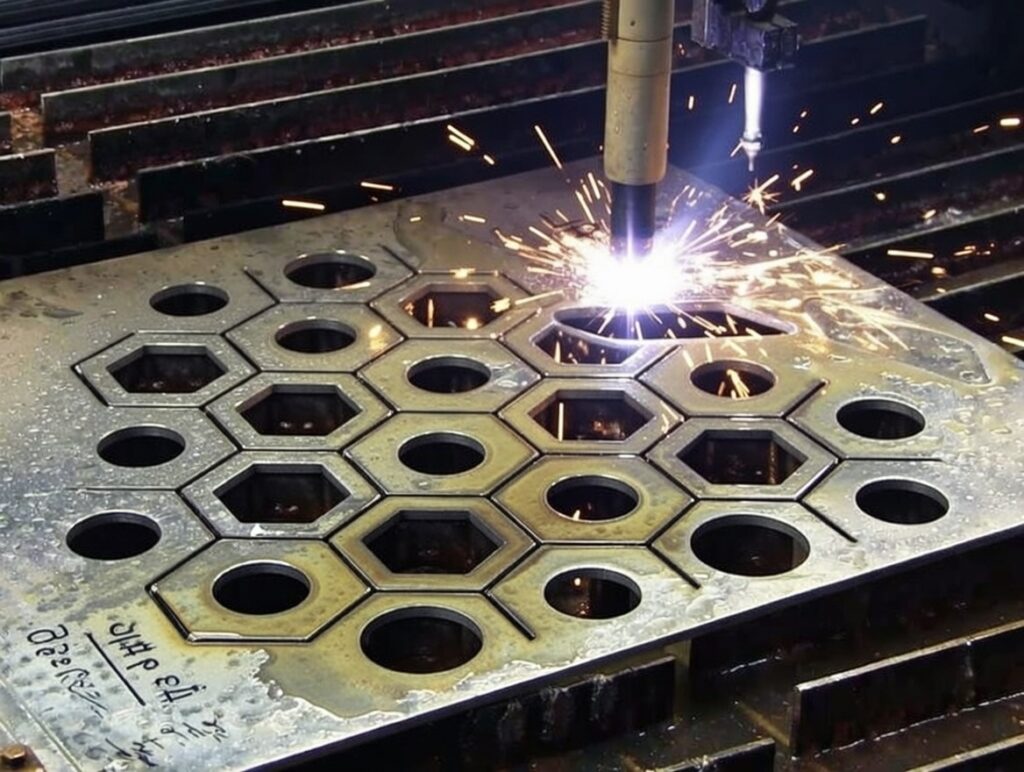
Modern fiber laser cutters in action on sheet metal – clean, high-speed precision cutting with bright sparks.
Quick Facts About Laser Cutting
- Excellent for intricate designs, small features, and tight tolerances (±0.05 mm or better)
- Narrow kerf width (typically 0.1–0.3 mm)
- Very small heat-affected zone (HAZ)
- Works on metals and some non-metals
- Ideal thickness range: up to about 25 mm mild steel (thicker with 20–50 kW+ machines)
What Is Plasma Cutting?
Plasma cutting creates a superheated, electrically conductive gas (plasma) by ionizing compressed air or other gases with an electric arc. The plasma jet, reaching temperatures up to 40,000°F, melts through conductive metals while high-velocity gas blows away the molten material.
CNC plasma tables remain a go-to for heavy fabrication because they cut thick plates quickly and affordably.
CNC plasma tables cut thick steel—powerful arcs and sparks make quick work of heavy plate.
Quick Facts About Plasma Cutting
- Fastest on materials thicker than 16–20 mm
- Wider kerf (0.5–3 mm depending on setup)
- Larger heat-affected zone
- Limited to electrically conductive metals (steel, stainless, aluminum, etc.)
- Great for structural steel, shipbuilding, and heavy equipment parts
Laser Cutting vs. Plasma Cutting: Side-by-Side Comparison
Here’s a straightforward look at how the two methods stack up for sheet metal work.
- Precision & Detail Lasers win easily – they produce sharp corners, tiny holes, and complex geometries with almost no burrs. Plasma is better suited for simpler shapes; intricate features often need secondary machining.
- Edge Quality Laser edges are smooth, square, and often weld-ready right off the table. Plasma leaves rougher surfaces, dross, and bevels; high-definition systems help, but post-processing is common.
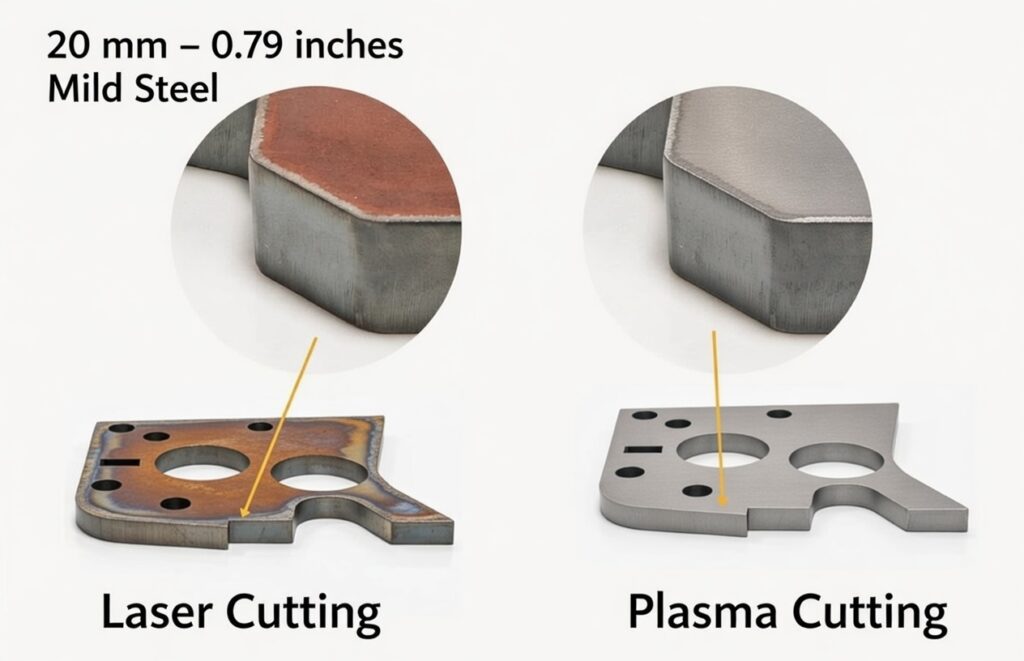
Side-by-side edge comparison: laser (left) gives a clean, smooth finish; plasma (right) shows striations, dross, and bevel typical of the process.
- Cutting Speed On thin sheets (<10–12 mm), lasers are usually 2–5× faster. On thicker materials (>20 mm), plasma often pulls ahead—though high-power fiber lasers (20 kW+) have narrowed this gap significantly in recent years.
- Material Thickness Laser: Best up to 25 mm mild steel (12–20 mm stainless steel/aluminum). Plasma: Excels from 10 mm all the way to 50–150 mm depending on the system.
- Heat-Affected Zone (HAZ) & Distortion: Laser creates a tiny HAZ → minimal warping on thin sheets. Plasma’s larger HAZ can cause more distortion, especially on thinner materials.
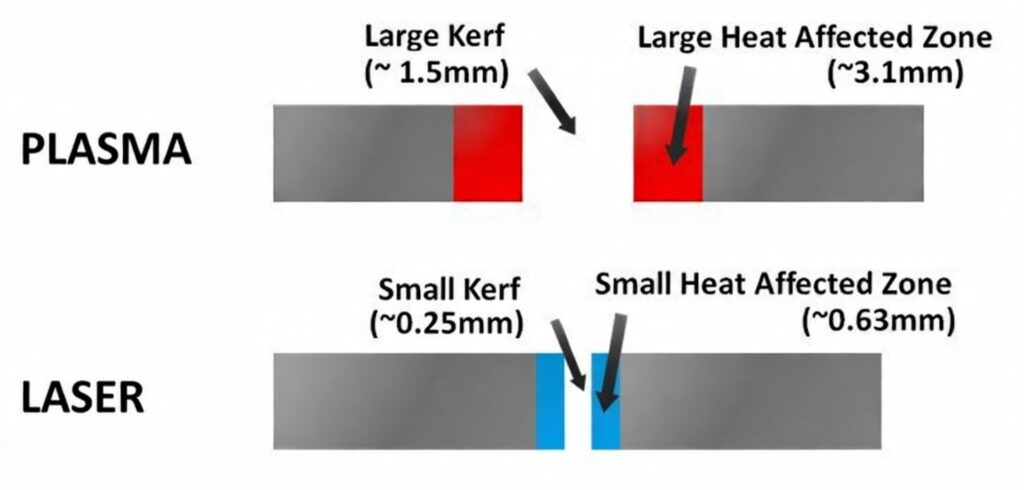
Kerf width and HAZ comparison diagram: laser produces the smallest kerf and HAZ; plasma has noticeably larger zones.
- Initial Cost Plasma tables are far more affordable to purchase (often 2–5× cheaper than comparable laser systems).
- Operating Cost Lasers use more electricity and assist gas (especially nitrogen), but their speed and reduced finishing lower per-part cost in high-volume or precision jobs. Plasma consumables are inexpensive but wear faster.
- Material Versatility Laser handles reflective metals (with proper setup), non-metals, and more alloys. Plasma requires conductive materials only.
When to Choose Laser Cutting
Go with laser when your project needs the following:
- High precision and tight tolerances
- Intricate patterns, small holes, or engraving
- Clean, burr-free edges with minimal post-processing
- Thin- to medium-thickness sheet metal
- High-volume production where speed and consistency matter
When to Choose Plasma Cutting
Plasma is usually the better choice when:
- You’re working with thick plate (>16–20 mm)
- Speed and cost are priorities over ultra-fine detail
- You need to cut large structural components quickly
- Budget constraints limit investment in equipment
- The job involves simpler shapes and allows for some finishing
Frequently Asked Questions (FAQs)
Is laser cutting more accurate than plasma cutting?
Yes—lasers typically achieve tolerances of ±0.05 mm or better with very narrow kerf, while plasma is closer to ±0.5 mm.
Which cuts thicker metal better?
Plasma generally handles thicker materials (up to 6 inches or more) more efficiently and affordably than most laser systems.
Does laser cutting warp thin sheet metal?
Much less than plasma—its smaller heat-affected zone minimizes distortion on thin gauges.
Can plasma cut stainless steel and aluminum?
Yes, as long as the material is conductive. However, edge quality may require more cleanup compared to laser.
How much faster is laser on thin metal?
On a 1–10 mm sheet, fiber lasers can be 2–5 times faster than plasma, depending on power and setup.
Is laser cutting safe for reflective metals like copper or brass?
Modern fiber lasers handle them better than older CO₂ lasers, but special settings or coatings may still be needed.
Which method has lower operating costs?
It depends: plasma often wins on thick, low-volume jobs; laser frequently has lower per-part cost in high-volume precision work due to speed and reduced finishing.
Can laser cutting engrave or mark parts?
Yes—lasers excel at surface marking, etching, and engraving in addition to through-cutting.
Do I need to clean or deburr laser-cut parts?
Usually very little—laser edges are often ready for welding or assembly with minimal or no secondary work.
Is plasma cutting louder than laser cutting?
Yes—plasma generates significant noise from the arc and gas flow; laser systems are generally quieter.
Which is more environmentally friendly?
Fiber lasers tend to use less energy per part and produce fewer fumes in many cases, but both require good ventilation/filtration.
Can I cut non-metals with plasma?
No—plasma only works on conductive metals. Lasers handle plastics, wood, acrylic, and more.
Bottom Line: No One-Size-Fits-All Answer
Every sheet metal project is different. Factors like material type, thickness, part complexity, production volume, budget, and required tolerances all play a role.
In many modern shops, the sweet spot is using both: plasma for heavy, rough cutting and laser for precision finishing or thinner work. High-power fiber lasers continue closing the gap on thicker materials, so the lines are blurring more each year.
If you’re still unsure which process is right for your sheet metal project—or you’d like a professional recommendation based on your drawings, material, and quantity—reach out to our fabrication team today.
We’ll review your specs and suggest the most efficient, cost-effective solution.
Contact us now to discuss your next project!




