In the precision-driven world of CNC machining, beveled edges are a key feature that enhances part functionality, safety, and aesthetics. This comprehensive guide explores what beveled edges are, how they’re created, their types, benefits, limitations, and real-world applications in great detail. Whether you’re designing prototypes or scaling production, understanding bevels can optimize your manufacturing process.
For custom CNC quotes, explore advanced machining services. We’ll dive deep into historical contexts, technical specifications, material interactions, advanced techniques, case studies, and future innovations to provide a thorough understanding. This extended exploration ensures you grasp not only the basics but also the nuanced applications and optimizations that can elevate your CNC projects to new levels of efficiency and performance.
What Is a Beveled Edge in CNC Machining?
A beveled edge, or bevel, is an angled cut applied to the perimeter of a workpiece in CNC machining, replacing sharp 90° corners with a sloped transition. This is achieved by removing material at an angle typically ranging from 15° to 60°, creating a transitional surface that improves part performance. In CNC, bevels are programmed using CAD/CAM software, ensuring precision down to ±0.5° tolerances. The process involves careful calculation of the bevel’s geometry to avoid compromising the structural integrity of the part while achieving the desired functional outcomes.
Bevels differ from straight edges by introducing a slope that disperses stress and facilitates assembly. Key parameters include the bevel angle (θ), width (calculated as thickness / tan(θ)), and length along the edge. For example, in metal components, bevels prevent chipping and enhance durability. The width parameter is particularly important because it determines how much material is removed, which can affect the overall weight and balance of the part. In thinner materials, a narrower bevel might be preferred to maintain strength, while thicker materials allow for wider bevels that provide more pronounced functional benefits.
To visualize this, consider a simple rectangular aluminum block: a straight edge would leave it vulnerable to damage during handling, but a 45° bevel creates a smooth, angled face that not only looks more professional but also reduces the risk of stress fractures under mechanical loads. In practice, bevels can be internal, such as those inside holes for accommodating countersunk screws, or external, on the outer surfaces for aesthetic or safety purposes. The choice between internal and external bevels often depends on the part’s end-use environment—for instance, internal bevels are common in assemblies where hidden fasteners are required to maintain a clean exterior appearance.
Furthermore, the surface finish of a bevel is a critical aspect, often measured in Ra (roughness average) values. A finer finish, say Ra 0.4 μm, might be necessary for applications involving sliding contact, while a rougher finish could suffice for welded joints where post-processing like grinding will follow. CNC software allows for simulation of these finishes during the design phase, helping engineers predict potential issues like tool chatter or uneven material removal.
Why Use Beveled Edges in CNC Machining?
Beveled edges address common manufacturing challenges like sharp-edge hazards and misalignment. They are essential for welding preparation, stress reduction, and user safety, making them a staple in industries requiring high precision. Beyond these basics, bevels contribute to overall part optimization by allowing for better integration with other components in complex assemblies. For example, in multi-part mechanisms, beveled edges can prevent interference fits that might otherwise cause jamming or wear over time.
In terms of economic benefits, incorporating bevels can reduce downstream costs associated with rework or failures. A well-designed bevel might eliminate the need for additional deburring steps or secondary safety features, streamlining the production workflow. Additionally, bevels can enhance the manufacturability of parts by making them easier to machine in subsequent operations, such as drilling or tapping, where sharp edges could lead to tool breakage.
From a design perspective, bevels offer flexibility in achieving compliance with industry standards, such as those from the American Welding Society (AWS) or the International Organization for Standardization (ISO). These standards often mandate specific bevel geometries for certified applications, ensuring reliability and safety. Ignoring bevels in favor of straight edges might save initial time but could lead to costly recalls or failures in the field.
What Is the History of Beveled Edges in Machining?
Beveling originated in manual metalworking centuries ago, where artisans filed edges for better joinery. The advent of CNC in the 1950s automated the process, with CAD integration in the 1980s enabling complex designs. Today, AI-optimized toolpaths continue to evolve beveling for efficiency. Let’s expand on this timeline: In ancient times, bevels were hand-crafted using chisels and files in woodworking for dovetail joints or in blacksmithing for sword edges, emphasizing durability and sharpness.
The Industrial Revolution introduced mechanical grinders, allowing for more consistent bevels in mass-produced items like railway components. Post-World War II, numerical control (NC) machines laid the groundwork for CNC, with early adopters like aerospace firms using bevels for turbine blades. The 1970s saw the rise of computer-aided systems, but it was the 1980s with affordable PCs that democratized CAD, enabling intricate bevel simulations.
In the 1990s, multi-axis CNC machines revolutionized beveling by handling compound angles without manual intervention. The 2000s brought CAM software advancements, incorporating finite element analysis (FEA) to predict bevel performance under stress. Currently, Industry 4.0 integrates IoT for real-time monitoring of bevel machining, while AI algorithms suggest optimal angles based on material data and application requirements. Looking ahead, quantum computing might further refine bevel optimizations for nanoscale precision in emerging fields like nanotechnology.
This historical progression highlights how beveling has transitioned from a craft to a science, driven by technological leaps that have made it indispensable in modern CNC machining.
How Are Beveled Edges Created in CNC Machining?
Beveled edges are formed through CNC milling, turning, or grinding, where tools follow programmed paths to cut angles. The process begins with CAD design, specifying parameters, and ends with inspection for accuracy. To elaborate, milling is the most common method, using end mills to remove material in passes—roughing for bulk removal followed by finishing for smoothness. Turning applies to cylindrical parts, where the tool angles against the rotating workpiece. Grinding is used for high-precision or hard materials, providing finer finishes but at slower speeds.
The CAD phase involves modeling the bevel as a feature, often using parametric design to adjust angles dynamically. CAM software then generates G-code, incorporating variables like spindle speed (e.g., 8,000 RPM for aluminum) and feed rate (0.1 mm/tooth) to prevent overheating or vibration. During execution, coolant systems are crucial to maintain tool life and part quality.
Inspection tools include digital calipers for width measurements, optical comparators for angle verification, and surface profilometers for finish assessment. Any deviations can be corrected via iterative programming adjustments.
Why Are Beveled Edges Created This Way?
This method ensures consistency and repeatability, reducing errors compared to manual techniques. It allows for custom angles suited to specific applications, like welding or aesthetics. Manual beveling, while viable for prototypes, lacks the scalability of CNC, where batches of thousands can be produced identically. Automation also minimizes human error, such as inconsistent angles that could compromise weld strength.
Moreover, CNC enables integration with other processes, like laser marking post-bevel for traceability. The programmed approach supports rapid prototyping, where design iterations can be tested quickly without retooling.
How Does Multi-Axis CNC Help with Beveling?
Multi-axis machines (e.g., 5-axis) enable complex bevels without repositioning, cutting setup time by up to 50% and handling freeform geometries. For instance, 3-axis limits bevels to planar cuts, but 5-axis allows simultaneous movement in multiple directions, ideal for contoured surfaces like aircraft wings. This reduces fixturing needs and enhances accuracy in compound bevels.
Advanced 6-axis or robotic CNC systems further expand capabilities for large-scale or irregular parts, such as ship hulls, where bevels must follow curved profiles. The result is higher throughput and lower waste, making multi-axis essential for competitive manufacturing.
What Are the Different Types of Beveled Edges?
Beveled edges vary by angle, configuration, and profile to suit diverse needs. This variety allows engineers to tailor bevels to specific mechanical, aesthetic, or environmental requirements, ensuring optimal performance.
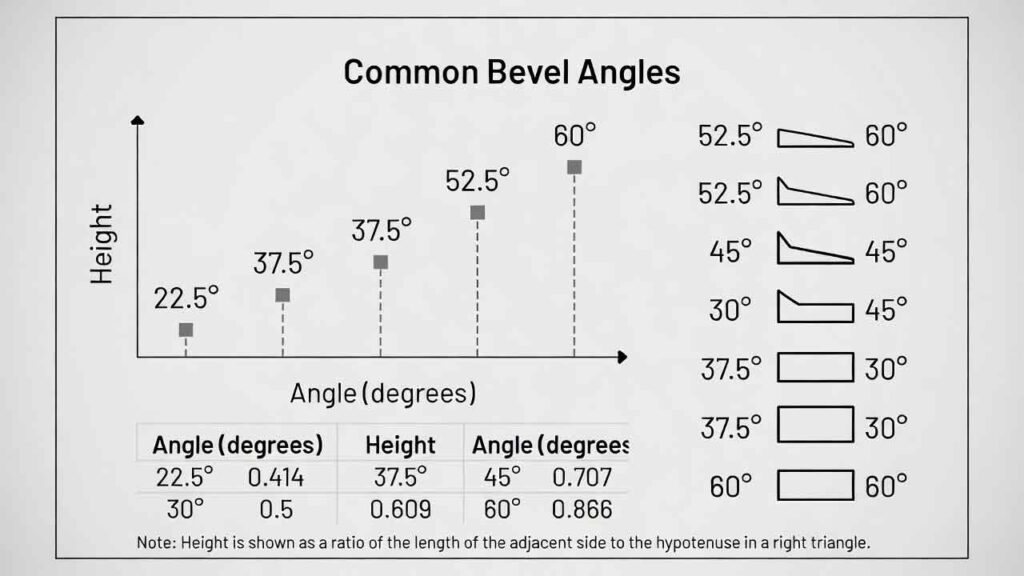
1. Common Bevel Angles
- 30° Angle: Balanced for general use, ideal for aluminum parts to minimize weight. This angle provides a good compromise between material removal and structural retention, commonly used in lightweight frames where every gram counts. In practice, it’s favored in drone manufacturing for its ease of machining and assembly benefits.
- 45° Angle: Symmetric and easy to machine, common in assemblies. Its neutrality makes it versatile for both functional and decorative purposes, such as in architectural hardware or electronic enclosures. The symmetry aids in even stress distribution, reducing the likelihood of asymmetric failures.
- 60° Angle: For thick materials, reducing width for efficient welding. In heavy industries like oil and gas, this angle minimizes the groove size, saving on filler material and welding time while maintaining joint integrity. It’s often specified in API standards for pipelines.
- 15-20° Angle: Shallow for aesthetics and safety in consumer products. These subtle bevels are perfect for handheld devices, where they soften edges without significantly altering dimensions, enhancing user comfort and reducing drop damage.
Additional angles like 37.5° are niche, tailored for pipe welding to optimize penetration depth. Selection involves FEA to simulate load responses, ensuring the angle aligns with material properties and application stresses.
2. Single, Double, and Compound Bevels
- Single Bevel: Angles one side, efficient for one-sided welding in automotive frames. This configuration saves material and time, ideal for joints where access is limited to one side, but it requires precise alignment to avoid weak points.
- Double Bevel: Slopes both sides (V-shape), for symmetric strength in pressure vessels. It distributes weld stress evenly, reducing distortion in thick plates, and is common in boiler manufacturing where high pressure demands robust joints.
- Compound Bevel: Layers multiple angles (e.g., 45° with 10° land) for high-integrity applications like nuclear piping. The land provides a flat base for root welds, enhancing penetration and allowing for non-destructive testing, though it increases machining complexity.
These configurations can be combined with other features, like chamfers, for hybrid edges that offer multifaceted benefits.
What Are the Specialized Bevel Profiles?
- V-Groove: Double bevel meeting at a point, standard for structural steel welds per AWS D1.1. It facilitates full-penetration welds with minimal filler, ideal for bridges where strength-to-weight ratio is critical.
- J-Groove: Curved bottom, reduces weld volume by 20% in marine engineering. The curve minimizes stress risers, making it suitable for ship hulls exposed to corrosive saltwater.
- U-Groove: Rounded U-shape, for heavy machinery with minimal filler. It allows for easier cleaning and inspection, common in mining equipment where downtime must be minimized.
- Knife-Edge: Sharp taper, suited for cutting tools but fragile structurally. Used in precision blades, it requires careful handling to avoid chipping.
Other profiles, like K-grooves (asymmetric V), cater to specialized welding scenarios, expanding the toolkit for CNC designers.
What Materials Are Used with Beveled Edges in CNC Machining?
Bevels work across various materials, each requiring tailored techniques to achieve optimal results without compromising quality or tool life:
- Aluminum: Ductile and machinable, uses coolant to prevent warping. Alloys like 6061 are popular for their corrosion resistance, with bevels enhancing anodizing adhesion in aerospace applications.
- Steel: Harder, requires slower feeds; ideal for structural bevels. Stainless variants resist rust, making beveled edges suitable for food processing equipment where hygiene is paramount.
- Titanium: High wear on tools, suits shallow angles in aerospace. Its strength-to-weight ratio makes it ideal for beveled implants in medical fields, though machining demands specialized coatings on tools.
- Plastics: Sharp carbide tools to avoid melting. Materials like ABS or polycarbonate benefit from bevels for snap-fits in consumer electronics, preventing cracks during flexing.
- Composites: Diamond-coated for clean cuts without delamination. Carbon fiber bevels are crucial in automotive racing for lightweight yet strong edges.
- Wood: High speeds with dust extraction for joinery. Bevels in hardwood furniture create seamless miter joints, enhancing both aesthetics and durability.
- Ceramics: Limited to shallow bevels due to brittleness. Used in electronics for insulated components, bevels help in precise fitting without fracturing.
Exotic materials like superalloys (e.g., Inconel) push beveling limits, requiring advanced CNC with vibration damping. Material choice influences bevel depth—ductile allows deeper cuts, brittle shallower—to balance function and manufacturability.
What Are the Benefits of Beveled Edges?
Beveled edges provide multifaceted advantages that extend beyond basic edge treatment, impacting every stage of the product lifecycle from design to end-use.
- Improved Assembly and Durability: Guides parts for 15-20% faster assembly; disperses stress, boosting lifespan by 40-50%. In robotics, beveled joints ensure precise alignment, reducing wear in moving parts over thousands of cycles.
- Enhanced Safety and Aesthetics: Reduces injuries by 70%; provides polished looks for premium products. In consumer tools, bevels prevent slips, while in luxury goods like watches, they create light-reflecting facets for visual appeal.
Additional benefits include better fluid flow in piped systems (reducing turbulence), improved thermal dissipation in electronics (via larger surface areas), and easier maintenance in machinery (by preventing dirt accumulation). Environmentally, bevels can minimize material use in welds, lowering carbon footprints. Economically, they cut rework costs by ensuring first-pass quality, with ROI often realized within months for high-volume production.
What Are the Limitations of Beveled Edges?
While powerful, beveled edges have drawbacks that must be weighed in design decisions.
- Increased Costs: Adds 10-20% due to extra operations. Complex bevels require specialized tools or longer programming, inflating budgets for small runs.
- Longer Production Times: Additional passes extend cycles. In high-throughput factories, this can bottleneck lines, especially for compound profiles.
- Potential Weakening: Over-beveling thins sections, risking failure. Thin-walled parts may lose rigidity, necessitating reinforcements elsewhere.
- Tool Wear: Steep angles accelerate degradation in hard materials. Titanium beveling, for example, can shorten tool life by 50%, raising maintenance expenses.
- Complexity in Design: Requires precise programming to avoid errors. Inaccurate CAD can lead to misfits, demanding iterations and expertise.
Other limitations include compatibility issues with certain coatings (bevels may alter adhesion) and challenges in quality control for irregular shapes. Mitigating these involves hybrid approaches, like combining bevels with fillets, but careful planning is essential to avoid outweighing benefits.
What Are the Applications of Beveled Edges?
Beveled edges are versatile, finding roles in diverse sectors where precision and performance matter.
- Aerospace: Beveled fasteners for aerodynamics and weight reduction. In jet engines, bevels on blades optimize airflow, contributing to fuel efficiency gains of 10-15%.
- Automotive: Engine parts for sealing and alignment. Electric vehicle battery housings use bevels for secure mating, enhancing vibration resistance.
- Medical: Implants for biocompatibility and safe handling. Orthopedic devices with beveled edges minimize tissue trauma during insertion.
- Electronics: Heat sinks for thermal management. Beveled PCBs prevent short circuits and improve heat dissipation in high-power devices.
- Construction: Rebar ends for easy connections. In skyscrapers, beveled steel beams facilitate welding, speeding erection times.
- Consumer Goods: Casings for grip and aesthetics. Smartphone frames with micro-bevels improve ergonomics and drop resistance.
- Defense: Armored components for strength. Beveled tank plates enhance ballistic deflection while maintaining weld integrity.
Emerging applications include renewable energy (beveled wind turbine blades for aerodynamics) and robotics (beveled sensors for precise fitting). Case studies, like Boeing’s use in the 787 for 20% weight savings or Tesla’s in EVs for 25% faster assembly, demonstrate real-world impact.
Frequently Asked Questions About Beveled Edges
What Is the Difference Between a Bevel and a Chamfer?
A bevel spans full thickness for functional uses like welding; a chamfer is shorter (often 45°) for deburring. Bevels offer more versatility in stress management, while chamfers are quicker for simple edge breaking.
How Durable Are Beveled Parts?
Highly durable, with stress reduction extending life under loads. FEA shows bevels can double fatigue resistance in cyclic applications, though durability depends on material and angle.
Are Beveled Edges Expensive to Machine?
Moderately, adding 10-20% costs but offset by performance gains. For prototypes, costs are higher per unit; scale reduces them through automation.
How Much Do Beveled Edges Cost?
Varies by complexity; simple bevels add minimal time (e.g., $5-10 per part), compounds more ($20-50). Factors include material, machine type, and volume.
Is Beveling Suitable for All Materials?
Yes, but tailored: ductile for deep, brittle for shallow. Composites require special tools, while metals allow broader ranges.
How to Measure Bevel Accuracy?
Use calipers for width, protractors for angles, or CMM for precision. Advanced methods like laser scanning ensure 3D compliance with tolerances.
Can Bevels Be Added Post-Machining?
Yes, via secondary operations like grinding, though integrated design is better for efficiency and consistency.
What Tools Are Best for Beveling?
Chamfer mills for standard, and taper end mills for custom angles. Dedicated bevelers for pipes, with carbide or diamond for durability.
How do bevels affect weight?
They reduce it slightly through material removal, beneficial in aerospace. What’s the environmental impact? Less waste in optimized designs, supporting sustainable manufacturing.
How to Optimize Your CNC Designs with Bevels
For expert CNC machining incorporating beveled edges, consider simulation tools and best practices like early integration. Experiment in CAD to refine designs, using FEA for stress testing and CAM for toolpath optimization. Collaborate with machinists for material-specific advice, and prototype iteratively to validate bevel performance. Advanced tips include using adaptive machining for real-time adjustments and exploring hybrid edges (bevel + fillet) for multifaceted benefits. By mastering these, you can achieve designs that are not only functional but also cost-effective and innovative




