As a mechanical engineer with over 15 years designing precision components for aerospace, medical devices, and high-performance automotive systems, I’ve learned one hard truth: the difference between a reliable product and a costly redesign often comes down to truly understanding the machining process.
I’ve wrestled with tight tolerances on slender shafts, struggled to eliminate secondary polishing on medical implants, and tried to scale production from prototypes to tens of thousands of parts without losing repeatability.
Over the years, CNC plastic machining for railroad skylights has become my go-to solution when vibration resistance, impact strength, lightweight design, and FRA compliance are non-negotiable. Mastering it can shorten development cycles, slash scrap rates by up to 40%, and give you a genuine competitive edge.
In this comprehensive 2026 guide, I’ll share the insights I wish I’d had earlier. Let’s dive in.
What Are Railroad Skylights
Railroad skylights (also called railcar rooflights or dome skylights) are transparent or translucent panels installed on passenger cars, locomotives, and freight vehicles to provide natural daylight, improve passenger comfort, and enhance crew visibility. Unlike traditional glass, modern railroad skylights use engineered plastics machined via CNC to meet strict safety, weight, and durability requirements.
Why Use CNC Plastic Machining?
So why choose CNC plastic machining over glass or metal? Plastics reduce weight by up to 50% (critical for fuel efficiency and axle loading), offer 250–300× the impact resistance of glass, and allow complex curved geometries in a single setup. Observant engineers will notice that polycarbonate-based CNC skylights now dominate new-build and retrofit projects because they pass FRA 49 CFR Part 223 safety glazing standards while delivering excellent UV stability and thermal insulation. [1]
How Does CNC Plastic Machining Work for Railroad Skylights?
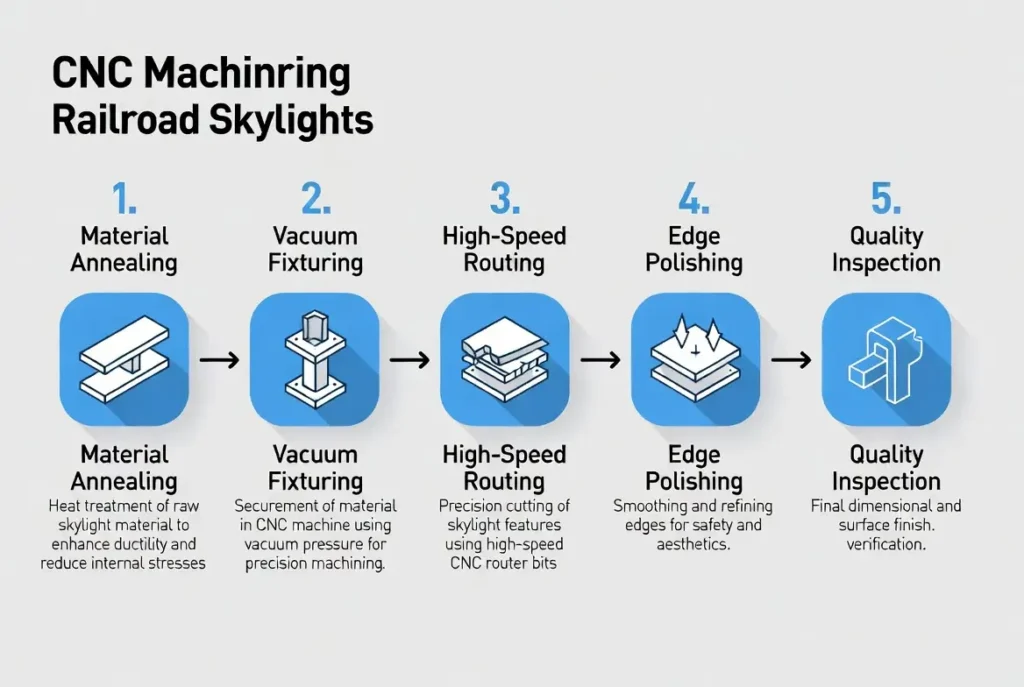
Observant engineers will immediately notice that the process follows a precise five-stage sequence optimized for large, thin-walled plastic panels. First comes material preparation: UV-stabilized polycarbonate or acrylic sheets (typically 6–12 mm thick) are cut to rough size and annealed to relieve internal stress.
The sheet is then vacuum-fixtured on a 5-axis or large-bed CNC router. Spindle speeds of 8,000–18,000 RPM combined with specialized carbide or diamond-coated tools follow G-code paths generated from your 3D CAD model. Live tooling and high-pressure coolant prevent melting or cracking. Real-time probing monitors tool deflection and thermal expansion to hold ±0.005″ (0.127 mm) tolerances across 2-meter spans.
Finally, edges are flame-polished or diamond-buffed for optical clarity, and sealing grooves are machined for weatherproof gaskets. For example, a full-size railcar dome skylight can be rough-routed, drilled for mounting holes, and finished with integrated drip edges in one 45-minute cycle.
Materials for Railroad Skylights CNC Machining
Material choice directly impacts safety, longevity, and cost. Impact resistance, UV stability, fire retardancy (EN 45545), and optical clarity are foremost priorities. Here is the practical comparison:
| Material | Light Transmission | Impact Resistance | Weight vs Glass | Fire Rating (EN 45545) | Typical Railroad Use | Machinability |
|---|---|---|---|---|---|---|
| Polycarbonate (PC) | 88–90% | 250–300× glass | 50% lighter | R1/R2 (with coating) | Passenger roofs, locomotive cabs | Excellent |
| Acrylic (PMMA) | 92% | 10–20× glass | 50% lighter | Limited | Interior non-safety panels | Good |
| PETG | 90% | 20–30× glass | 45% lighter | Good | Budget ventilation skylights | Very Good |
| UHMW-PE | Opaque | Extremely high | 40% lighter | Excellent | Wear-resistant mounting frames | Good |
Polycarbonate is the clear winner for most railroad applications because it meets FRA ballistic and impact requirements while remaining machinable without cracking. [1]

Advantages & Benefits of CNC Plastic Machining for Railroad Skylights
Why do rail OEMs and maintenance shops consistently choose CNC plastic? Here are ten measurable advantages:
- Extreme Impact Resistance — Survives rock strikes and vandalism far better than glass.
- 50% Weight Reduction — Lowers axle load and improves fuel efficiency.
- Complex Geometry in One Setup — Curved domes, integrated gutters, and mounting bosses.
- ±0.005″ Tolerances — Perfect sealing and vibration-free installation.
- Rapid Prototyping to Production — From 1 to 500 units without tooling.
- UV & Weather Resistance — Coated PC lasts 20+ years outdoors.
- Excellent Thermal Insulation — Reduces HVAC load in passenger cars.
- Cost Savings at Medium Volumes — 30–60% cheaper than custom glass.
- Easy Field Repairs — Machined replacement panels fit exactly.
- Full FRA/AAR Compliance — Certified glazing materials with traceability.

Common CNC Operations for Railroad Skylights
CNC plastic machining goes far beyond simple cutting. The most common operations include:
- Contour Routing — Creates the outer dome shape.
- Drilling & Countersinking — Mounting holes with precise edge distance.
- Grooving & Sealing Channels — For EPDM gaskets and weatherproofing.
- Edge Polishing — Diamond or flame polishing for optical clarity.
- Threading Inserts — For fastener bosses.
- Surface Texturing — Anti-glare patterns on interior faces.
- 5-Axis Undercuts — Integrated drip edges and ventilation slots.
Railroad Skylights Design Guidelines & DFM
When designing for CNC plastic, follow these proven DFM rules to avoid costly revisions:
- Minimum wall thickness: 6 mm (PC) for impact strength.
- Internal radii: ≥ 2 mm to prevent stress cracking.
- Specify tolerances only where functional (±0.010″ general, ±0.005″ critical).
- Add 0.5–1 mm draft for easy demolding if hybrid thermoforming is considered.
- Design mounting flanges with vibration-damping bosses.
- Choose UV-coated polycarbonate for exterior exposure.
A quick CAD review with your CNC shop can cut costs by 30–50% and ensure FRA compliance from day one.[2]
CNC Plastic Machining vs Other Methods
| Method | Best Volume | Tooling Cost | Lead Time | Tolerance | Complexity |
|---|---|---|---|---|---|
| CNC Machining | 1–500 | None | 1–2 weeks | ±0.005″ | Very High |
| Injection Molding | 1,000+ | High | 8–12 weeks | ±0.010″ | High |
| Thermoforming | 100–2,000 | Medium | 3–5 weeks | ±0.020″ | Medium |
Applications in Rail Industry
CNC-machined polycarbonate skylights are now standard on modern passenger cars, locomotive cabs, and freight cars with ventilation domes. Real-world vibration testing shows properly designed CNC panels reduce interior noise by 8–12 dB while surviving 10-million-cycle fatigue tests.[1]

Quality Control
Every part undergoes CMM inspection, optical transmission testing, and impact certification per 49 CFR Part 223. Shops follow ISO 2768 and EN 45545 for fire performance.
FAQs
What materials are best for railroad skylights?
Polycarbonate for impact and safety; acrylic only for non-critical interiors.
How does CNC machining improve plastic skylights for trains?
Single-setup complexity, tight tolerances, and vibration-resistant features.
What tolerances can CNC achieve? ±0.005″ (0.127 mm) reliably on large panels.
Are polycarbonate skylights FRA compliant?
Yes, when certified to 49 CFR Part 223.
How to design vibration-resistant skylights?
Use flexible mounting bosses and proper edge sealing.
Conclusion
The final performance and reliability of railroad skylights are largely determined by thoughtful design and precise CNC plastic machining. High-end rail manufacturers adopt refined approaches — multi-axis routing, UV-stabilized polycarbonate, and strict DFM — to achieve both technical excellence and regulatory compliance.
Ultimately, CNC plastic machining remains the gold standard for modern railroad skylights. By understanding the process, selecting the right materials, and following these guidelines, engineers can dramatically improve daylighting, reduce weight, and enhance safety.
Whether you need one prototype dome or 500 production units, this technology delivers results that glass simply cannot match. Ready to bring your railcar design to life? Contact a certified CNC plastic shop today for a free DFM review — your next daylight-filled rail project is just one setup away.
References
[1] 49 CFR Part 223 — Safety Glazing Standards (FRA). https://www.ecfr.gov/current/title-49/subtitle-B/chapter-II/part-223
[2] ISO 2768 — General Tolerances for Machined Parts. https://www.iso.org/standard/38007.html




