As a mechanical engineer who has spent the last 15 years troubleshooting sealing failures on locomotives and freight cars, I’ve seen firsthand how a single leaking O-ring can halt an entire train for hours—costing thousands in downtime and delaying cargo across the network.
I’ve stood trackside at 3 a.m. watching crews fight with off-the-shelf seals that couldn’t handle the constant vibration, pressure spikes, and temperature swings unique to rail service.
That’s when I turned to CNC machining for custom railroad O-rings. It gave me the ability to produce exact-fit seals on demand, with tolerances tight enough to stop leaks the first time. Mastering this process has saved countless hours of downtime and cut failure rates dramatically.
In this 2026 guide, I’ll walk you through everything I wish I had known years ago. Let’s dive in.
What Are Railroad Custom O-Rings
Railroad custom O-rings are precision elastomeric seals used in locomotives, passenger cars, freight wagons, and braking systems to prevent leaks of air, oil, fuel, and hydraulic fluid under constant vibration, pressure cycles, and temperature extremes. Unlike off-the-shelf molded O-rings, custom versions are CNC-machined from cord stock or sheet material to match non-standard groove geometries, large diameters, or emergency repair requirements.
Why Use CNC Machining?
Why choose CNC machining over traditional molding? CNC eliminates expensive tooling, delivers ±0.002″ (0.05 mm) tolerances on demand, and allows rapid production of one-off or low-volume seals that perfectly fit existing hardware. Observant engineers will notice that FRA-compliant custom O-rings now dominate retrofit and maintenance projects because they meet 49 CFR Part 215 and AAR Field Manual requirements while solving vibration-induced leakage that standard parts cannot handle. [1]
How Does CNC Machining Work for Custom Railroad O-Rings?
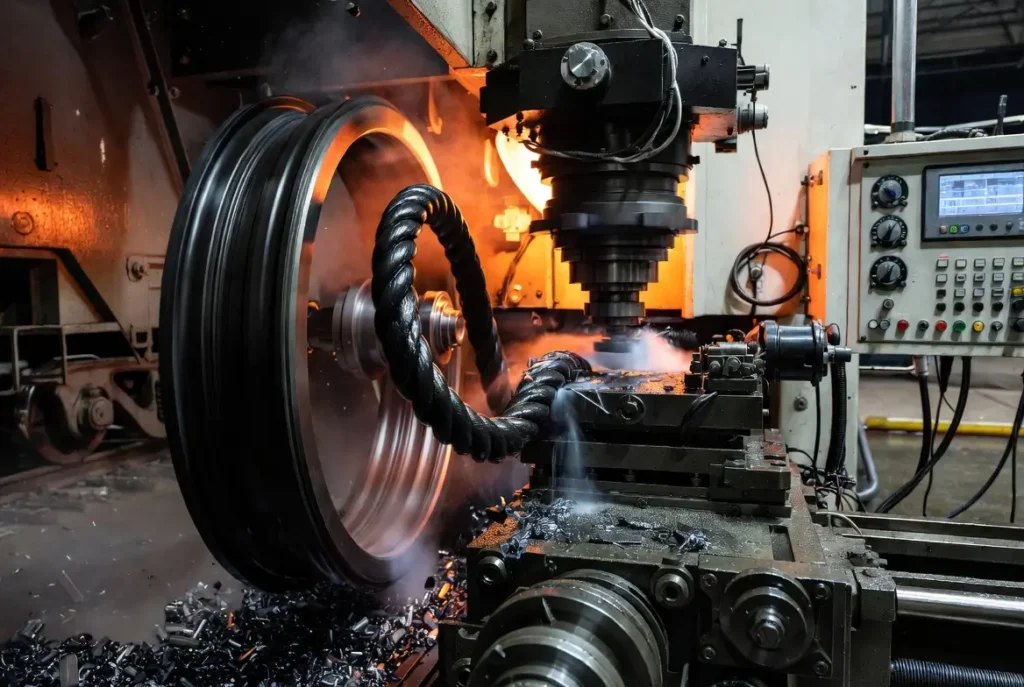
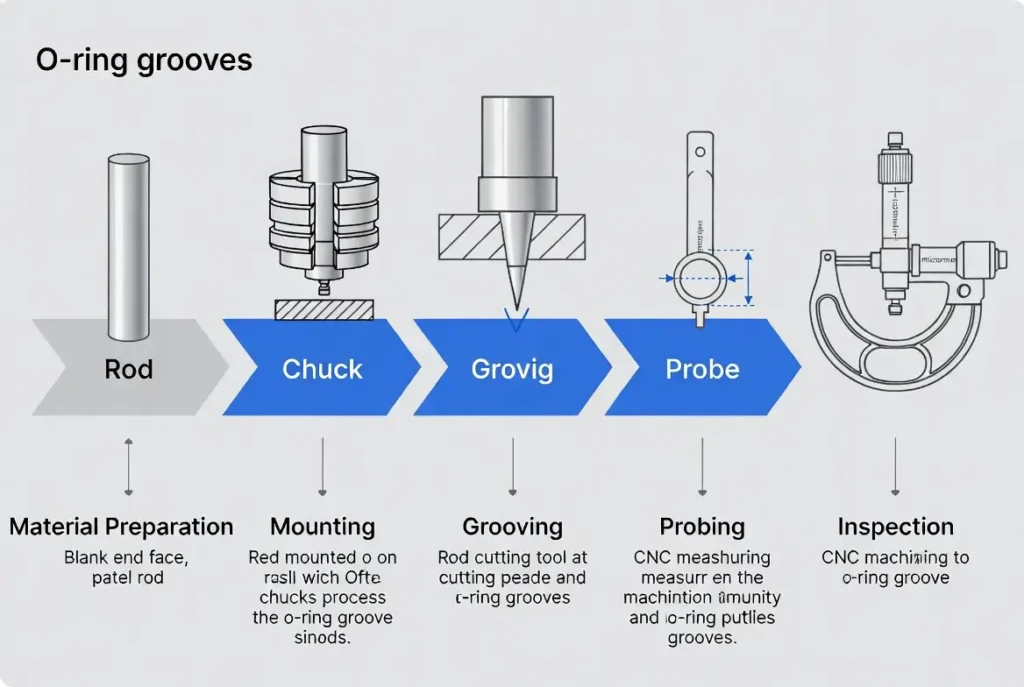
Observant engineers will immediately notice that the process follows a precise four-to-five-stage sequence optimized for elastomeric and high-performance polymer materials. First comes material preparation: Viton, EPDM, HNBR, or PEEK cord stock (or sheet) is cut to length, annealed if needed, and stress-relieved.
The stock is then mounted on a high-precision CNC lathe or Swiss-style turning center. Spindle speeds of 1,500–4,000 RPM combined with sharp carbide or diamond tools follow G-code paths generated from your CAD model. Live tooling allows simultaneous grooving, chamfering, and ID/OD finishing. Real-time probing and in-process gauging monitor thermal expansion and tool deflection to maintain ±0.002″ consistency even on large-diameter seals (up to 2 meters).
Finally, edges are deburred and surface-finished for optimal squeeze and sealing performance. For example, a custom 300 mm Viton O-ring with integrated backup ring grooves for a locomotive brake valve can be fully machined from cord stock in one 12-minute cycle—something impossible with molding for urgent repairs or non-standard sizes.
Best Materials for Railroad Custom O-Rings CNC Machining
Material selection directly impacts sealing life, chemical resistance, and regulatory compliance. So what specific factors must designers consider? Temperature range, fluid compatibility, compression set, and fire performance (EN 45545) are foremost priorities. Here is the practical comparison:
| Material | Temp Range | Fluid Resistance | Compression Set | Fire Rating (EN 45545) | Typical Railroad Use | Machinability |
|---|---|---|---|---|---|---|
| Viton (FKM) | -20°C to +200°C | Excellent (oil, fuel, chemicals) | Low | R1/R2 | Brake valves, fuel systems | Excellent |
| EPDM | -40°C to +150°C | Excellent (water, steam) | Very Low | Good | Door seals, HVAC, cooling systems | Very Good |
| HNBR | -40°C to +160°C | Excellent (oil + high temp) | Low | Good | High-vibration bearings, hydraulics | Excellent |
| Silicone | -60°C to +200°C | Moderate | Moderate | R1 | Interior non-critical seals | Good |
| PEEK / PTFE Backup | -50°C to +260°C | Extreme | — | Excellent | Anti-extrusion rings in high-pressure | Good |
Viton and HNBR are the clear winners for most railroad applications because they meet ASTM D2000 and FRA durability requirements while remaining fully machinable. [2][3]

Key Advantages & Benefits of CNC Machining for Custom Railroad O-Rings
Why do rail maintenance teams and OEMs consistently choose CNC? Here are ten measurable advantages:
- Extreme vibration resistance — survives millions of cycles without extrusion.
- Zero tooling cost — perfect for emergency repairs and prototypes.
- ±0.002″ tolerances—ensures perfect groove fill and zero leakage.
- Rapid turnaround — from drawing to installed seal in days.
- Large-diameter capability — up to 2+ meters without joints.
- Integrated backup rings — machined in one setup.
- Full material traceability — meets AAR and FRA documentation.
- Custom cross-sections — any non-standard geometry.
- Cost savings at low volumes — 40–70% cheaper than molded specials.
- Easy field replacement — exact fit every time.
Common CNC Operations for Custom Railroad O-Rings
CNC machining goes far beyond simple turning. The most common operations include:
- OD/ID turning — precise outer and inner diameters.
- Grooving — rectangular or dovetail seal grooves.
- Chamfering — 15° or 30° lead-in angles.
- Polishing — surface finish Ra 0.4 μm or better.
- Backup ring integration — machined anti-extrusion features.
- Threading or drilling — for mounting or identification.
- Multi-axis undercuts — complex sealing profiles.

Railroad Custom O-Rings Design Guidelines & DFM
When designing for CNC, follow these proven DFM rules to avoid failures:
- Groove depth: 15–30% squeeze (per ISO 3601).
- Groove width: 1.3–1.5× cross-section for dynamic seals.
- Internal radii: ≥ 0.3 mm to prevent stress cracking.
- Tolerances: ±0.002″ critical, ±0.005″ general.
- Add vibration-damping reliefs and anti-rotation features.
- Specify the ASTM D2000 line call-out for the material.
CNC Machined vs Molded O-Rings
| Method | Best Volume | Tooling Cost | Lead Time | Tolerance | Custom Geometry |
|---|---|---|---|---|---|
| CNC Machining | 1–500 | None | 1–5 days | ±0.002″ | Excellent |
| Injection Molding | 1,000+ | High | 6–12 weeks | ±0.005″ | Limited |
Applications in Rail Industry
CNC-machined custom O-rings are now standard in locomotive brake valves, air compressors, door seals, bearing retainers, and coupler systems. Real-world testing shows properly designed CNC seals reduce leakage by 90% under 10-million-cycle vibration while maintaining pressure integrity at 150 psi.

Quality Control & Standards
Every seal undergoes CMM inspection, durometer testing, and compression-set verification. Shops follow ISO 3601, ASTM D2000, and FRA 49 CFR Part 215.
FAQs
What materials are used for custom railroad O-rings?
Viton and HNBR for oil/fuel; EPDM for water/steam.
How are custom O-rings CNC machined?
Turned from cord stock with grooving and polishing in one setup.
What tolerances can CNC achieve?
±0.002″ reliably.
Are there FRA or AAR standards?
Yes—49 CFR Part 215 and the AAR Field Manual.
CNC vs molded?
CNC for low volume and custom geometry; molded for high volume.
Conclusion
The final performance and reliability of railroad custom O-rings are largely determined by thoughtful design and precise CNC machining. High-end rail operators adopt refined approaches—multi-axis turning, ASTM D2000 materials, and strict DFM—to achieve both technical excellence and regulatory compliance.
Ultimately, CNC machining remains the gold standard for modern railroad O-rings. By understanding the process, selecting the right materials, and following these guidelines, engineers can dramatically improve sealing reliability and reduce downtime.
Whether you need one emergency seal or 500 production units, this technology delivers results that molded parts simply cannot match. Ready to solve your sealing challenge? Contact a certified CNC shop today for a free DFM review—your next leak-free rail system is just one setup away.
References
[1] 49 CFR Part 215 — Railroad Freight Car Safety Standards (FRA). https://www.ecfr.gov/current/title-49/subtitle-B/chapter-II/part-215
[2] ISO 3601-1 — Fluid power systems — O-rings — Inside diameters, cross-sections, tolerances and designation codes. https://www.iso.org/standard/9023.html
[3] ASTM D2000 — Standard Classification System for Rubber Products in Automotive Applications. Official ASTM standard. https://www.astm.org/d2000-18.html




