Whether you’re a hobbyist tinkering in your garage, an engineer designing precision components, or a business owner scaling up production, brass CNC machining delivers the perfect mix of ease, performance, and eye-catching results. Brass stands out as one of the most machinable metals out there—letting you run high speeds, achieve tight tolerances (±0.005 mm or better in many cases), and minimize tool wear while offering strong corrosion resistance, excellent electrical conductivity, low friction, and that classic golden finish everyone loves.
This complete guide breaks down the essentials so you can decide if brass fits your next project, understand why demand is surging, explore key processes, see real-world applications, and pick up pro tips that save time and money.
What is Brass CNC Machining?
Brass CNC machining involves using computer numerical control (CNC) machines to shape brass alloys into precise parts. Brass, typically composed of copper and zinc, offers excellent machinability due to its low friction and softness. This section breaks down the fundamentals, including how CNC technology automates milling, turning, and drilling for high-precision results.
CNC Machining Defined and Its Evolution CNC machining is a subtractive manufacturing process where computer-controlled tools precisely remove material from a workpiece based on programmed instructions (G-code). It automates operations like milling (rotating tools cutting into stationary stock), turning (rotating stock against fixed tools), and drilling, enabling complex geometries with tight tolerances, repeatability, and efficiency far beyond manual methods.
The technology evolved from numerical control (NC) in the late 1940s. John T. Parsons pioneered the concept in 1949 for U.S. Air Force helicopter blade production, using punched tape to guide motors. In 1952, MIT and Richard Kegg developed the first prototype CNC milling machine (Cincinnati Milacron Hydrotel). By the 1958 patent and into the 1960s–1970s, computers replaced tape with digital controls, microprocessors reduced costs dramatically, and CNC became widespread. Today, it integrates CAD/CAM software, multi-axis capabilities (3–5+ axes), and automation for rapid, high-volume precision production.
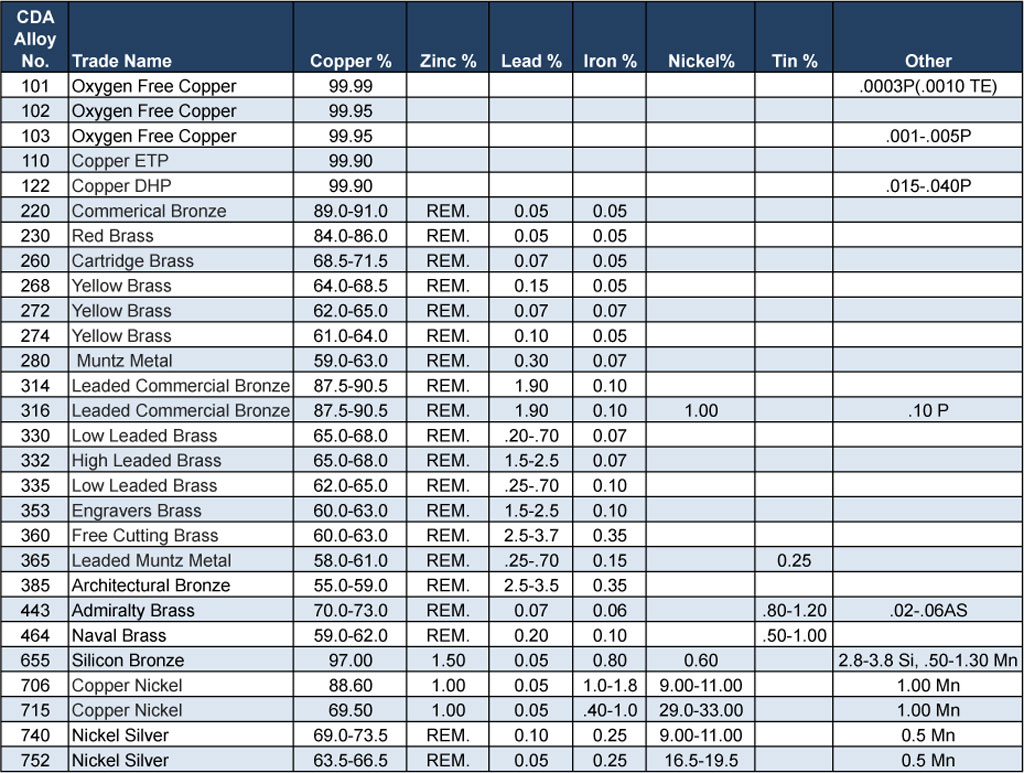
Brass as a Material Brass is a copper-zinc alloy (typically 55–70% copper, remainder zinc, with optional additives like lead for machinability or tin for corrosion resistance). Key properties include:
- Excellent machinability — soft, low-friction nature allows high speeds, feeds, minimal tool wear, and often dry machining with little coolant.
- Good electrical and thermal conductivity — ideal for connectors and heat exchangers.
- Strong corrosion resistance — especially in water, air, and mild chemicals.
- Attractive golden appearance — aesthetic appeal for decorative parts.
- Moderate strength — comparable to mild steel in some grades, with good ductility.
Common grades for CNC: C360 (free-cutting, high lead for volume production), C260 (cartridge brass, ductile), and C464 (naval brass, enhanced corrosion resistance).
Comparison to Other Metals for CNC Brass excels in machinability compared to alternatives:
- Vs. Aluminum (e.g., 6061): Both are highly machinable, but brass offers better corrosion resistance, conductivity, and a premium finish. Aluminum is lighter/cheaper, with faster speeds possible, but brass produces cleaner chips and suits aesthetic/electrical needs.
- Vs. Stainless Steel (e.g., 304/316): Stainless provides superior strength, hardness, and extreme corrosion resistance (harsh environments/marine/medical). However, it’s harder to machine (more tool wear, slower speeds, requires coolant), costlier, and less conductive. Brass wins for speed, ease, and cost-effectiveness in non-extreme applications.
Brass balances performance and efficiency for many precision parts.
Summary: Brass is a versatile copper-zinc alloy with excellent corrosion resistance, tensile strength similar to mild steel, and top-tier machinability—enabling high feed rates and minimal coolant. Popular grades include C260 (70/30 copper-zinc, ductile/general-purpose) and C360 (free-cutting standard for high-volume). Applications span automotive terminals, valves, jewelry, plumbing, and musical instruments. Its properties support rapid, precise CNC production with attractive finishes.
Here’s a diagram illustrating brass alloy composition and common types:
Benefits of Brass CNC Machining
Brass CNC machining stands out for its efficiency and versatility. Key advantages include superior machinability (rated 100% on the machinability scale), excellent corrosion resistance, and aesthetic finishes. It’s cost-effective for custom parts and supports complex geometries without compromising strength.
Here are the primary benefits in detail:
- Superior Machinability — Brass earns a benchmark 100% machinability rating, the highest among common metals. Its softness, low friction, and chip-breaking properties (especially in leaded grades like C360) enable high cutting speeds, feeds, and depths with minimal tool wear. This results in faster production cycles—often 5–20% quicker than other metals—reduced machining time, and lower costs for high-volume or prototype runs.
- Excellent Corrosion Resistance — Brass naturally resists tarnishing, oxidation, and degradation in air, water, and many chemicals, outperforming materials like mild steel. This durability extends part lifespan (often 30+ years in suitable environments) and makes it ideal for plumbing, marine, and outdoor applications.
- Outstanding Electrical and Thermal Conductivity — As a copper-zinc alloy, brass provides high conductivity for electrical connectors, terminals, heat sinks, and electronic components, rivaling pure copper while offering better machinability.
- Aesthetic Appeal — The classic golden-yellow finish polishes to a high shine, resists fading, and can be plated or patinated for decorative effects. This makes brass perfect for visible parts in jewelry, hardware, instruments, and luxury goods.
- Cost-Effectiveness — Fast machining, low tool consumption, minimal coolant needs, and high scrap value (brass chips recycle easily) reduce overall expenses. It’s often more economical than stainless steel or titanium for non-extreme applications.
Environmental Benefits and Recyclability Brass CNC machining is highly sustainable. Brass is 100% recyclable without loss of properties—scrap, shavings, and offcuts re-enter the production loop indefinitely, supporting a circular economy. Recycling requires far less energy than producing virgin brass (up to 90% savings vs. mining new copper/zinc) and generates a smaller carbon footprint than aluminum or steel processes. Machining produces no harmful gases or chemicals, creates zero net scrap in closed-loop systems, and minimizes waste through precise CNC control. This eco-friendly profile reduces resource extraction, lowers emissions, and cuts disposal costs.
Real-World Examples from Industries
- Plumbing and Valves — Corrosion-resistant brass fittings and valves (e.g., hose connectors, faucets) ensure long-term reliability in water systems.
- Electronics and Automotive — Precision terminals, connectors, and bushings benefit from conductivity and machinability for EV components and wiring harnesses.
- Aerospace and Defense — Tight-tolerance enclosures and fittings leverage strength, low friction, and zero-scrap recycling for critical parts.
- Musical Instruments and Decorative Hardware — Polished brass knobs, nozzles, and instrument fittings combine aesthetics with durability.
Here are before-and-after photos showcasing machined brass parts, from raw stock to finished precision components:

Types of Brass Alloys for CNC Machining
Not all brass is the same. Common alloys include C360 (free-machining brass), C220, C230, and C360, each suited for specific applications. C360 is popular for its lead content, enhancing chip formation during machining.
Different brass alloys vary in composition (primarily copper-zinc ratios, plus additives like lead), which directly impact their performance in CNC processes. Higher zinc content yields yellower hues and often better machinability, while lead additions (in free-machining grades) create clean chip breaks for faster, smoother cutting.
Here are key alloys commonly used in CNC machining:
C220 Brass (Commercial Bronze)
- 90% copper, ~10% zinc (low lead).
- Properties: Excellent corrosion resistance, good ductility and strength, reddish tone, fair-to-good machinability (lower than leaded grades), high formability.
- Pros: Superior corrosion resistance (ideal for outdoor/exposed use), attractive reddish appearance, strong and ductile without brittleness.
- Cons: Moderate machinability requires slower speeds/feeds and more tool care compared to C360; may need annealing to avoid stress corrosion cracking.
- Uses: Architectural trim, weather-stripping, fasteners, and decorative elements.
C230 Brass (Red Brass)
- 85% copper, ~15% zinc (low lead).
- Properties: Excellent corrosion resistance (better than many yellow brasses), good strength and hot-working characteristics, reddish-gold color, moderate machinability.
- Pros: High corrosion resistance in water/air, excellent formability, durable for structural parts, good balance of properties.
- Cons: Lower machinability than free-cutting grades (longer cycle times, more tool wear), sensitive to severe environments without proper treatment.
- Uses: Plumbing fittings, sprinklers, light fixtures, steam iron parts, architectural hardware, and valves.
C360 Brass (Free-Machining/Free-Cutting Brass)
- 61-63% copper, ~35-37% zinc, ~2.5-3.7% lead.
- Properties: Benchmark 100% machinability rating, excellent chip-breaking due to lead, good corrosion resistance, moderate strength, shiny yellow finish.
- Pros: Fastest machining speeds/feeds, minimal tool wear, clean surface finishes, cost-effective for high-volume production, polishes beautifully.
- Cons: Lower strength than non-leaded grades, lead content raises environmental/health concerns (driving lead-free alternatives), potential for surface cracking in some finishes.
- Uses: Precision fittings, gears, valves, screws, electrical connectors, musical instruments, plumbing components, and high-volume screw-machine parts.
Here’s a comparison table of these brass alloys for CNC machining:
| Alloy | Machinability (Rating) | Relative Cost | Strength (Yield, approx.) | Corrosion Resistance | Key Applications |
|---|---|---|---|---|---|
| C220 | Fair-Good (~60-70%) | Moderate | Higher (~50-60 ksi) | Excellent | Architectural, decorative, fasteners |
| C230 | Good (~70-80%) | Moderate | Good (~45-55 ksi) | Excellent | Plumbing, jewelry, sprinklers |
| C360 | Excellent (100%) | Low-Moderate | Moderate (~15-45 ksi) | Good | High-volume fittings, gears, valves |
This table shows C360’s dominance in machinability for efficiency, while C220/C230 excel in corrosion resistance and strength for demanding environments.
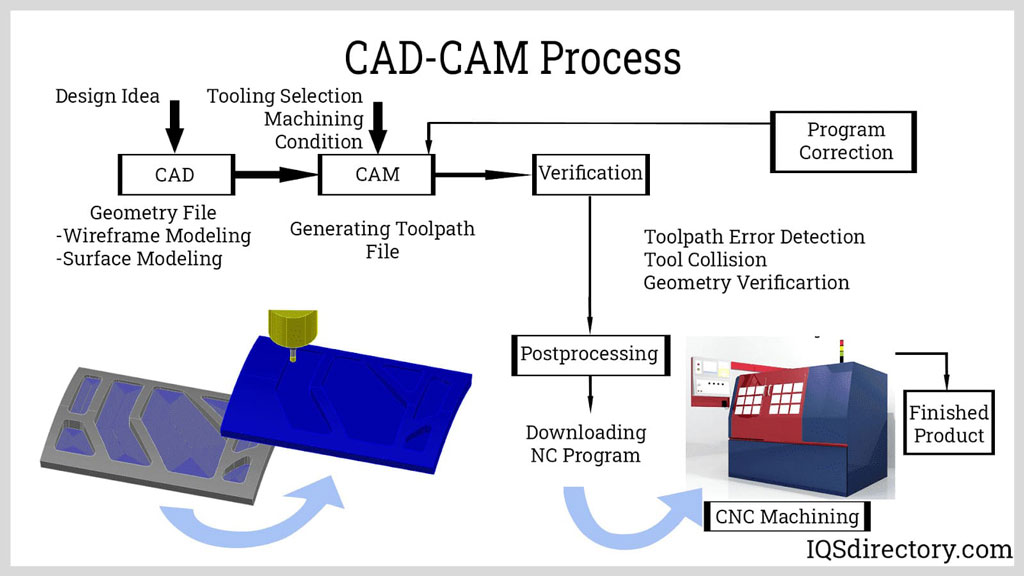
The Brass CNC Machining Process
From design to finish, the process includes CAD modeling, tool selection, machining, and post-processing. Key steps: Fixturing the brass workpiece, programming G-code, and executing cuts with mills or lathes.
Brass CNC machining follows a structured, subtractive workflow leveraging CNC mills, lathes, or multi-axis machines for precise, repeatable results. Brass’s excellent machinability allows aggressive parameters with clean chips and minimal issues.
Step-by-Step Guide
- Design Phase Create or import a 3D model using CAD software (e.g., SolidWorks, Fusion 360). Define geometry, tolerances (often ±0.005″ or tighter), features like threads/holes, and material allowances. Simulate for manufacturability and optimize for brass (avoid thin walls that may vibrate).
- Material Preparation Select brass alloy (e.g., C360 for free-machining). Cut stock to size (bar, plate, or rod). Clean surface to remove oils/contaminants. Securely fixture the workpiece—use vices, chucks, or custom fixtures to prevent movement, especially for turning operations.
- Programming and Setup Use CAM software to generate toolpaths from the CAD model. Select tools (sharp carbide end mills, drills; two-flute for brass to clear chips). Define speeds/feeds, depths of cut, and strategies (roughing then finishing). Output G-code and load into CNC controller. Set up machine: zero workpiece, install tools, verify offsets.
- Machining Operations
- Milling: Rotate cutting tool to remove material from stationary/fixtured brass. Common ops: facing, pocketing, contouring, slotting, drilling, boring, chamfering. Brass allows high speeds due to low friction.
- Turning (on lathe): Rotate workpiece against fixed tools for cylindrical features (OD/ID turning, threading, grooving). Ideal for fittings, bushings, and nozzles. Execute roughing passes first (deeper cuts, higher feeds), then finishing (light passes for surface quality). Monitor for heat buildup or chip entanglement.
- Finishing and Post-Processing Deburr edges (manual or vibratory tumbler). Polish for shine (sanding up to 220+ grit, buffing with compounds). Apply optional finishes: plating (nickel/chrome for corrosion), powder coating, or chemical patina. Inspect dimensions, surface finish, and tolerances using calipers, CMM, or gauges.
Tips for Optimizing Speeds, Feeds, and Coolant Use
- Speeds & Feeds: Brass supports aggressive settings—C360 often has a 1000–3000 SFM spindle and feeds of 0.005–0.015″ per tooth. Use light depths (0.03–0.1″ per pass) to avoid galling. Start conservative and adjust based on tool/chip appearance.
- Coolant: Minimal or dry machining possible due to brass’s properties; use mist/air blast or light oil (aerosol cutting fluid) for lubrication, chip evacuation, and heat control. Flood coolant is rarely needed but helps in heavy cuts.
- General Tips: Sharp tools prevent built-up edges; clear chips frequently (compressed air/vacuum); use climb milling for a better finish; optimize toolpaths to minimize air cuts.
Here are images illustrating the sequence of brass CNC machining stages, from setup and operations to finished parts:
Applications of Brass CNC Machining
Brass parts are ubiquitous in automotive (bushings, fittings), aerospace (connectors), electronics (terminals), and medical devices. Custom brass CNC machining enables precision components like lamp parts, bushings, and automotive fittings.
Brass’s combination of machinability, corrosion resistance, conductivity, and aesthetic appeal makes it a staple across industries for both functional and decorative precision parts. Custom CNC processes deliver tight tolerances, complex geometries, and high-volume repeatability.
Industry-Specific Examples
Automotive Brass CNC Machining Parts
Brass excels in fuel systems, braking, and electrical components due to low friction, leak-proof seals, and durability. Common parts include bushings, fittings, valve stems, sensor housings, radiator cores, connectors, and terminals. These resist corrosion in harsh under-hood environments while providing excellent conductivity for EV wiring and sensors.
Aerospace CNC Brass Machining
Brass provides reliable, lightweight connectors, hydraulic fittings, threaded inserts, bulkhead fittings, and vibration-resistant terminals. Its corrosion resistance and precision suit non-structural components in aircraft, satellites, and defense systems where reliability and conductivity are critical.
Medical CNC Brass Machining Parts
Brass offers antimicrobial properties, biocompatibility (in select grades), and sterile-compatible finishes for fluid control valves, connectors, knobs, contact points, and precision fittings in life-support equipment and devices. Tight tolerances ensure safety and performance in sensitive applications.
Case Studies: Hobby CNC for Brass
Hobbyists frequently machine brass on desktop CNC routers/mills for custom fittings, nozzles, tools, and decorative items. A notable discussion from r/hobbycnc (2019 post: “Looking for a desktop CNC milling machine for brass”) highlights users seeking affordable machines for brass projects. Recommendations include Shapeoko, Nomad, or similar for reliable results—brass machines cleanly like aluminum but with better finishes. Challenges noted: chip clearing (brass produces stringy chips), tool sharpness, and feeds/speeds to avoid galling. Overall, hobby CNC is feasible and rewarding for brass due to its forgiving nature, with many succeeding on budget setups for prototypes and small runs.
For a real-world professional example, manufacturers like LS Manufacturing have achieved 99.8% yield on miniature brass valve cores for medical life-support equipment by optimizing processes—improving from 60% yield, reducing delivery times by 30%, and enabling faster market entry through precise microchannel machining.
Cost Factors in Brass CNC Machining
Costs vary based on alloy type, complexity, volume, and provider. Expect $50-200 per hour for services; custom parts start at $10-100. China brass CNC machining factories offer competitive pricing.
Brass CNC machining service pricing depends on multiple interconnected factors, with brass’s excellent machinability often helping offset higher material costs compared to alternatives like aluminum. Typical hourly rates range from $50–$200 in the US/Europe (higher for precision/complex work) to $10–$50 in China (often $15–$40 for standard 3-axis milling/turning), making overseas sourcing attractive for volume production despite shipping/customs.
Breakdown of Key Cost Components
- Material Costs — Brass (e.g., C360) typically costs $5–$15 per kg or $4–$12 per pound, depending on grade and market fluctuations. It accounts for 30–50% of total costs in many projects—higher than mild steel but lower than titanium. Leaded grades like C360 are cost-effective due to faster machining, while naval brass adds expense for enhanced properties.
- Machine Time (Primary Driver) — Dominates at 35–40% of costs; calculated as machining time × hourly rate. Brass allows high speeds/feeds (reducing time vs. harder metals), but complex geometries, tight tolerances (±0.001″), or multi-axis ops increase runtime and setup.
- Labor and Setup — Includes programming, fixturing, tool changes, and operator oversight (15–30%). Setup is fixed per job—higher for prototypes/low volume and spreads out in bulk orders. US labor is pricier ($30–$55 effective per hour) than China’s lower rates.
- Post-Processing — Deburring, polishing (for shine), plating, or anodizing adds 10–20%. Brass polishes easily with minimal effort, keeping this lower than steel.
- Other (Tooling, Overhead, Shipping) — Tool wear is low for brass (sharp carbide lasts longer); overhead/margin covers facility costs. Shipping/customs impacts China-sourced parts.
Tips for Cost Reduction
- Opt for bulk orders—unit costs drop sharply (e.g., from $400+ for 1 piece to under $100 at 1000+ due to amortized setup).
- Simplify designs—avoid unnecessary tight tolerances, deep pockets, or thin walls; use standard features to minimize programming/machining time.
- Choose machinable grades like C360 for faster cycles and lower tool wear.
- Leverage DFM (design for manufacturability) reviews from providers.
- Compare quotes—Chinese factories excel for high-volume/medium-precision; US for quick-turn prototypes/strict quality.
Here’s a comparison table of approximate costs by provider (based on industry benchmarks; actual quotes vary):
| Provider | Typical Hourly Rate (USD) | Best For | Notes on Brass Pricing |
|---|---|---|---|
| Protolabs | $60–$150+ | Prototypes, quick-turn | Often cheaper for low-volume US-made; in-house for speed. |
| Xometry | $50–$200 | Prototypes to production | Scales well for volume; global network (incl. China options) for competitive rates. |
| China Factories | $10–$50 | High-volume, cost-sensitive | 1/4–1/2 US prices; ideal for bulk brass fittings/connectors. |
Choosing the Best CNC Machining Service for Brass
Look for providers with ISO certifications, fast turnaround, and expertise in brass. Top options: Protolabs, Xometry, Fictiv for precision brass CNC machining services.
Selecting the right service ensures high-quality brass parts with tight tolerances, excellent finishes, and reliable delivery. Key criteria include the following:
- Capabilities—Support for brass alloys (e.g., C360, C260, and C464); multi-axis CNC (3–5 axis milling/turning); tight tolerances (±0.001″ or better); and post-processing like polishing/plating. Look for DFM feedback and instant quoting.
- Reviews and Reputation—High customer satisfaction for consistency, communication, and brass-specific expertise (e.g., clean chips, minimal tool wear). Check Trustpilot, Reddit, or industry forums.
- Location — US-based (Protolabs, Xometry) offer faster prototyping and stricter quality control (ideal for quick-turn or regulated industries); China suppliers provide competitive pricing for high volume (often 30–70% lower costs) but longer shipping (2–6 weeks) and potential variability—choose vetted ones with ISO certifications.
- Certifications—ISO 9001:2015 (quality), ISO 13485 (medical), and AS9100 (aerospace) ensure compliance.
- Turnaround and Pricing — Prototypes in days (US) vs. weeks (China); volume discounts scale better overseas.
Pros/Cons of OEM vs. Custom Services
- OEM/Traditional Manufacturers — Pros: Deep expertise, in-house control, consistent quality for brass. Cons: Slower quotes, higher minimums, less flexibility.
- Custom/On-Demand Platforms (e.g., marketplaces)—Pros: Instant quotes, vast networks, scalability from 1 to 10,000+ parts, global options incl. China. Cons: Quality can vary by partner; less direct control.
Top 4 Providers for Brass CNC Machining
- Protolabs — protolabs.com — Fastest prototyping (days), in-house control, excellent for quick-turn brass parts.
- Xometry — xometry.com — Instant quotes, vast network (incl. China options), scales well for production volumes.
- Fictiv — fictiv.com — Strong DFM support, partner network for precision brass, good for complex designs.
- CNCPioneer (China-based) — Competitive pricing, fast for volume, reliable brass expertise.
Common Mistakes and How to Avoid Them
Avoid over-tight tolerances, leading to higher costs or tool breakage. Ensure proper fixturing to prevent vibrations.
Brass CNC machining is forgiving due to its machinability, but common errors can cause poor finishes, tool damage, dimensional issues, or increased costs. Here’s a bullet list of frequent mistakes with practical solutions and examples:
Choosing the Wrong Alloy
Using non-free-machining brass (e.g., low-lead C260) for high-volume parts instead of C360 leads to long, stringy chips, built-up edge, and slower production.
Solution: Match the grade to needs—C360 for speed and chip control in fittings; C464 for marine corrosion resistance. Example: Switch to C360 for connectors to cut cycle time by 20–30%.
Inadequate Chip/Swarf Management
Brass produces abundant, stringy chips that clog tools, scratch surfaces, or wrap around bits, causing poor finish or breakage.
Solution: Use sharp 2-flute carbide tools, air blast/mist coolant for evacuation, and interrupted cuts or chip-breaking toolpaths. Example: Add compressed air purge to clear chips, preventing re-cutting and surface scratches in detailed milling.
Ignoring Proper Cooling
Dry machining or no mist leads to heat buildup, softening brass, galling, or static electricity issues, despite brass’s conductivity.
Solution: Apply light mist/oil (e.g., aerosol cutting fluid) or air blast; avoid flood coolant unless making heavy cuts. Monitor temperature and adjust. Example: Use misting to reduce friction in turning, minimizing built-up edge and improving finish.
Overly Aggressive Parameters or Dull Tools
High feeds/speeds on dull tools cause chatter, burrs, tool wear, or deformation from excessive heat/force.
Solution: Start with conservative settings (e.g., 1000–3000 SFM, 0.005–0.015 ipt), use sharp uncoated carbide with positive rake, and replace tools proactively. Optimize via test cuts. Example: Reduce feed for roughing to control burrs, then light finishing passes for shine.
Poor Fixturing or Setup
Inadequate clamping causes vibration, chatter, or warping (especially in thin parts), leading to inaccuracies or scrap.
Solution: Use rigid vises/chucks, add backing/support, and fixture to minimize overhang. Check machine alignment. Example: Secure bar stock firmly for turning bushings to eliminate vibration-induced chatter.
Specifying Over-Tight Tolerances Unnecessarily
Calling for ±0.0005″ when ±0.005″ suffices inflates costs via extra time/finishing.
Solution: Apply realistic tolerances based on function; use DFM reviews. Example: Relax non-critical features to cut setup/machining time by 15–25%.
FAQ
Here are answers to the most common questions about brass CNC machining, covering key topics like material choice, costs, and precision.
Q1: What is the best brass alloy for CNC machining?
A: C360 (free-cutting brass) is widely considered the best for most CNC applications. Its high lead content (2.5–3.7%) provides excellent chip-breaking, top machinability rating (100%), fast speeds/feeds, minimal tool wear, and shiny finishes—ideal for high-volume precision brass CNC machining of fittings, connectors, and valves.
Q2: How much does custom brass CNC machining cost?
A: Brass CNC machining cost varies widely. Prototypes or simple parts start at $10–$100 each; complex or tight-tolerance pieces range from $50 to $500+. Hourly shop rates are $50–$200 (US/Europe) or $10–$50 (China). Material (C360 ~$5–$15/kg) and volume impact pricing—bulk orders drop unit costs significantly.
Q3: Can brass be machined to tight tolerances?
A: Yes—precision brass CNC machining routinely achieves ±0.001″ (0.025 mm) or tighter with proper setup. Brass’s low friction and stability support fine features, threads, and smooth surfaces better than many metals, though over-tight specs unnecessarily raise costs.
Q4: Is coolant required when machining brass?
A: Not usually. Brass machines well dry or with light mist/air blast due to low heat and excellent chip evacuation. Mist or cutting oil helps for heavy cuts or perfect finishes, but flood coolant is rarely needed—saving time and mess.
Q5: Why choose brass over aluminum for CNC parts?
A: Brass offers superior corrosion resistance, electrical/thermal conductivity, an attractive golden finish, and better chip control (cleaner, less stringy). While aluminum is lighter and sometimes cheaper, brass excels for electrical connectors, fittings, valves, and decorative components requiring durability and aesthetics.
Q6: How fast can I get custom brass parts machined?
A: Turnaround depends on the provider: US services like Protolabs or Xometry deliver prototypes in 1–7 days; China factories often take 2–4 weeks, including shipping but offer lower prices. CNC machining costs for larger runs.
Q7: Is brass CNC machining environmentally friendly?
A: Yes—brass is 100% recyclable with no property loss, and machining generates high-value scrap. Low energy for recycling (up to 90% savings vs. new material) and minimal coolant use make it more sustainable than many metals.
Conclusion
Brass CNC machining offers unmatched precision and versatility for custom parts. By following this guide, you’ll be equipped to start your project with confidence. Explore reliable providers like CNCPioneer for rapid prototyping and high-quality results.
Ready to bring your ideas to life? Contact a professional CNC machining service today or check out more instructional videos to deepen your understanding!
Here’s a hero shot of a finished custom brass part, showcasing the smooth finish and intricate details achievable through precision CNC machining:




