Bronze bearings can slash friction by up to 80% compared to plain steel in heavy-load applications. That means dramatically lower energy use, longer part life, and way less downtime in pumps, valves, marine gear, and industrial machinery.
But here’s the reality most shops face: get the parameters wrong and you’re looking at gummy chips that wrap around tools, built-up edges that ruin finishes, accelerated wear on carbide (especially with aluminum bronzes), and scrap rates that hit 20–30% on a bad run.
Sound familiar?
The good news? Bronze is actually one of the most machinable non-ferrous metals… when you know the tricks. The bad news? Most generic “non-ferrous” advice falls flat because bronze alloys behave very differently: free-machining 932 is night-and-day easier than tough, abrasive aluminum-nickel bronze or high-strength manganese bronze.
This 2026 edition guide changes that.
I’m going to walk you through exactly how to machine bronze like a pro—from picking the right alloy to dialing in feeds, speeds, tooling, and coolant so you get beautiful surface finishes, tight tolerances, and minimal scrap.
Here’s what you’ll get inside:
✓ The real differences between bronze alloys and why 932 bronze machinability is legendary while aluminum bronze fights you every step
✓ Exact cutting speeds for bronze (sfm & rpm charts) plus feeds, DOC, and when to use coolant vs. dry
✓ Proven fixes for gummy chips, built-up edge, work hardening, and tool cratering
✓ Alloy-specific playbooks: 932 (bearing bronze), aluminum nickel bronze, manganese bronze, and more
✓ Tooling & setup recommendations that actually work in 2026 shops (carbide grades, coatings, chip breakers)
✓ Advanced tips: high-efficiency milling paths, vibration damping, and quality checks that catch issues early
Whether you’re running prototypes, small batches, or cranking out production bushings and wear plates, these tactics will help you cut faster, waste less, and deliver parts that customers rave about.
Ready to stop fighting your bronze jobs and start mastering them?
Let’s dive in.
Bronze Basics: Types, Grades, and Properties
Bronze machining means using CNC tools (or manual methods) to shape bronze alloys into precise parts like bushings, bearings, gears, and valves. Bronze is primarily copper + tin (classic tin bronze), often with additions like phosphorus, aluminum, manganese, zinc, nickel, or lead to tweak properties.
Why machine bronze at all? It crushes steel or even some plastics in key areas:
- Outstanding wear resistance and low friction (self-lubricating in many grades thanks to lead or oxide films)
- Excellent corrosion resistance — especially in seawater, chemicals, and humid environments
- High compressive strength for heavy loads without galling
- Good thermal conductivity and non-magnetic nature
These make bronze the go-to for marine hardware, pumps, bearings, and industrial wear parts where steel would seize or corrode fast.
Here’s the breakdown of the major families you’ll encounter in CNC shops:
- Tin Bronze — Classic copper-tin base; good strength and corrosion resistance.
- Phosphor Bronze — Tin bronze + phosphorus; adds springiness and fatigue resistance.
- Aluminum Bronze — Copper + aluminum (plus iron/nickel); super tough, abrasion-resistant, but harder on tools.
- Manganese Bronze — High-zinc with manganese; very high strength for extreme loads.
- Leaded Bronze — Tin bronze + lead; the machinist’s favorite for easy chip breaking and smooth finishes.
The machinability gap is huge. Leaded grades like C93200 shine because lead acts as an internal lubricant—it breaks chips into small pieces, reduces built-up edge, and lets you run higher speeds without drama. Aluminum bronzes? They’re abrasive (hard intermetallics and oxides chew tools), so expect shorter tool life and slower parameters. Manganese bronzes fall in the middle—tough and stringy if you push too hard.
Here’s a quick comparison table of the most common CNC-machined bronzes (machinability rated vs. free-cutting brass = 100; data from industry sources like CDA, Concast, and supplier charts):
| Grade (UNS) | Common Name | Composition (approx.) | Machinability Rating | Key Properties | Typical Applications | Relative Cost |
|---|---|---|---|---|---|---|
| C93200 | Bearing Bronze / SAE 660 | Cu 83%, Sn 7%, Pb 7%, Zn 3% | 70–80 (Excellent) | Good wear, low friction, self-lubing | Bushings, bearings, pumps, general | Low |
| C95400 | Aluminum Bronze | Cu 83%, Al 11%, Fe 4% | 50–60 (Good-Fair) | High strength, corrosion-resistant, heat-treatable | Heavy-duty bushings, gears, marine | Medium |
| C86300 | Manganese Bronze | Cu 63%, Zn 25%, Mn 6%, Fe/Al | 8–30 (Poor) | Extreme strength, high load capacity | Gears, cams, slow-speed heavy loads | Medium-High |
| C51000 | Phosphor Bronze | Cu 95%, Sn 5%, P 0.2% | 20–30 (Fair) | High fatigue strength, springy, conductive | Springs, electrical contacts, gears | Medium |
C932 bronze machinability stands out—that ~7% lead creates soft inclusions that break chips cleanly, minimize heat, and give mirror-like finishes with standard carbide tools. It’s why shops love it for production runs.
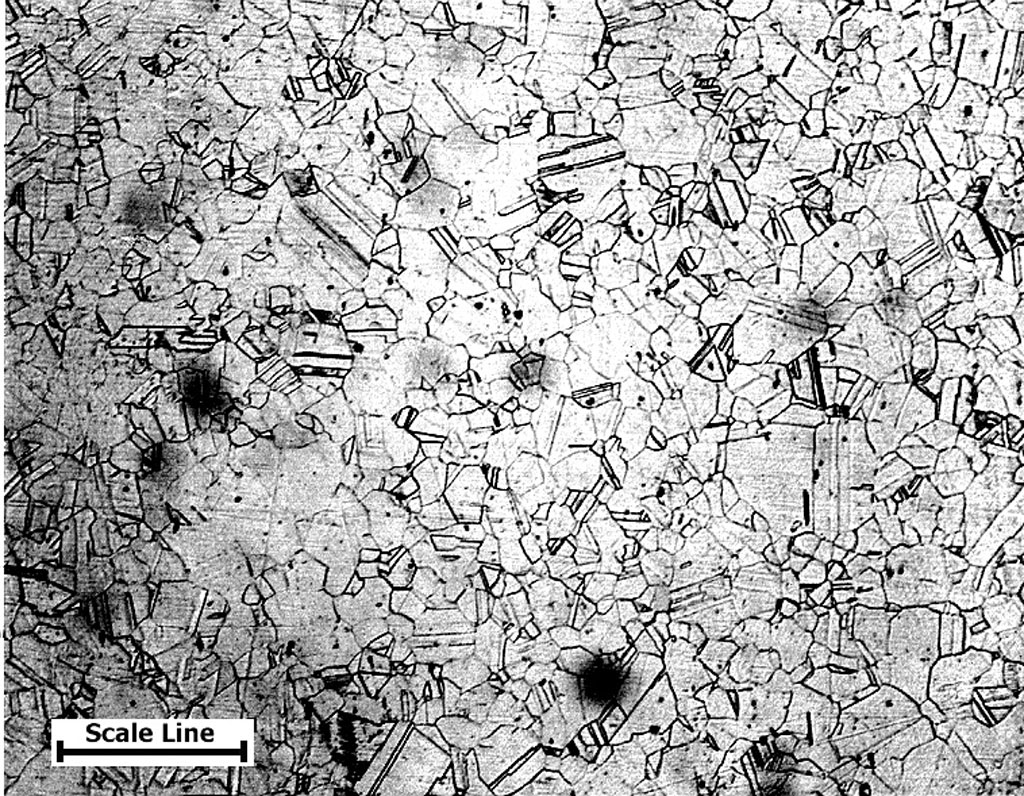
This micrograph shows a typical bronze alloy microstructure (phosphor bronze example) — note the fine grains and phases that influence wear and cutting behavior.
Challenges and Solutions in Machining Bronze
Bronze looks machinable on paper—soft to moderate hardness, good thermal conductivity—but hit the wrong alloy or parameters, and problems pile up fast.
Here are the top issues shops face every day:
- Built-up edge (BUE): Material welds to the tool tip (especially gummy phosphor or softer tin bronzes), ruining finishes, causing tearing, and forcing frequent tool changes.
- Chip wrapping / stringy chips: Long, continuous ribbons tangle around tools, workpieces, or conveyors—risking crashes and poor evacuation.
- Tool wear: Abrasive oxides in aluminum bronze (C95400) or hard phases in manganese bronze (C86300) crater carbide edges quickly.
- Heat buildup & distortion: Bronze’s thermal conductivity (~50–80 W/m·K, lower than pure copper’s 390) traps cutting heat locally → thermal expansion → out-of-tolerance parts or warping on thin sections.
- Work hardening: Dull tools or aggressive cuts harden the surface (especially aluminum bronzes), making follow-up passes tougher and accelerating wear.
Quick physics note: Heat generation in cutting roughly follows Q ≈ F_c × V (where Q = heat rate, F_c = cutting force, V = cutting speed). Much of this (~80%) goes to the chip/tool, but poor conductivity means less dissipation → higher local temps → BUE or hardening. Keep speeds moderate to balance.
How to Crush These Challenges
- Tooling fixes — Always use sharp carbide (uncoated or polished/PVD like TiAlN for abrasive grades). Positive rake angles (10–20°) + chip-breaker geometry break gummy chips into short C-shapes or arcs.
- Parameter tweaks — Higher speeds + lighter feeds reduce BUE; slower speeds/feeds on abrasive alloys extend tool life.
- Coolant strategies — Flood or high-pressure through-tool coolant flushes chips, cools the zone, and prevents adhesion. Water-soluble emulsions work great for most bronzes.
- Alloy-specific tips — For aluminum bronze (C95400): expect work-hardening → use 150–250 SFM, positive rake, sharp edges, and never dwell. For manganese bronze (C86300): high strength means slower feeds (0.004–0.010 IPR) to avoid excessive forces and stringy chips.

Check this solid demo of turning 954 aluminum bronze (shows real chip behavior and tool action)
Master these, and bronze jobs go from headache to high-margin winners.
Key Machining Techniques: Milling, Turning, Drilling, and More
Bronze shines in CNC because it’s generally machinable—soft enough for good chip flow yet tough for wear-resistant parts. The right technique depends on geometry: CNC turning dominates for rotational parts like bushings, bearings, shafts, and sleeves, while CNC milling handles complex flats, pockets, slots, and 3D features like gears or valve bodies. Drilling and tapping get special attention to avoid work hardening, and advanced 5-axis/multi-axis setups unlock intricate marine or aerospace components without multiple setups.
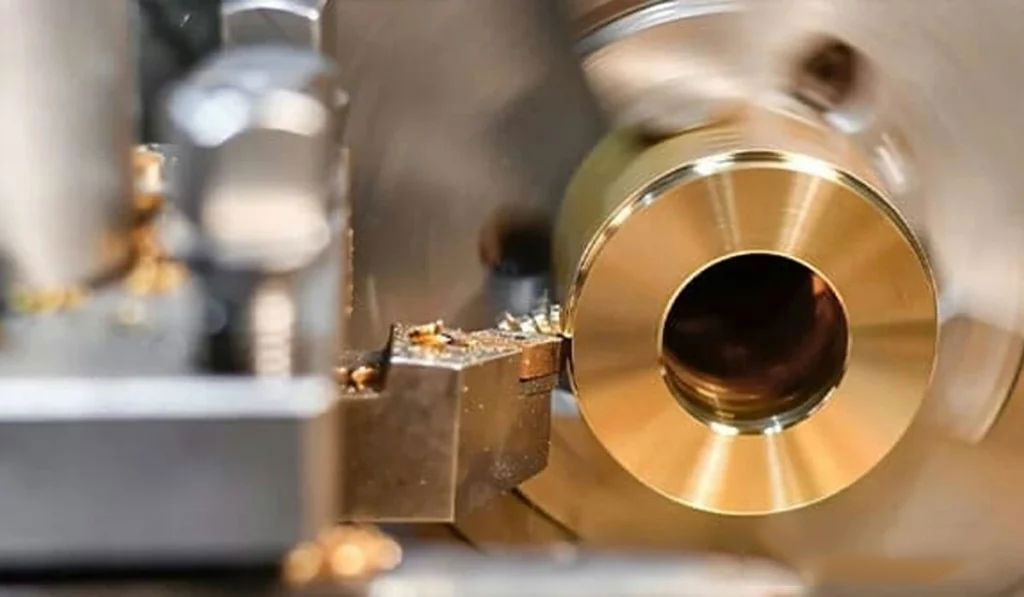
CNC Turning: The Go-To for Bushings & Shafts
Turning is bronze’s sweet spot—especially for C93200 (leaded bearing bronze), where lead helps break chips into short curls for smooth finishes and high speeds. Use sharp carbide inserts (positive rake, chip breakers) and moderate-to-high speeds to minimize BUE.
- Typical parameters (carbide tooling, flood coolant):
- C93200: 400–800 SFM, feed 0.005–0.015 IPR, DOC 0.050–0.250″ roughing.
- C95400 (aluminum bronze): 200–500 SFM, slower feeds of 0.003–0.010 IPR to tame abrasiveness and heat.
- C86300 (manganese): 150–400 SFM, conservative feeds to handle high strength.
Keep tools sharp—dull edges cause hardening and poor surface finish. High-pressure coolant flushes gummy chips fast.

CNC Milling: Complex Geometries & Adaptive Paths
Milling bronze creates precise features on flat or contoured parts. Carbide end mills (TiAlN or polished) resist wear better than HSS. Use adaptive clearing or trochoidal paths to maintain constant tool engagement, reduce heat, and extend life—especially on abrasive aluminum bronzes.
- Roughing: Lower speeds (150–300 SFM), heavier DOC.
- Finishing: Higher speeds, light cuts for mirror finishes.
- Climb milling preferred to minimize burrs.
Drilling & Tapping: Peck & Pull Back
Bronze can work-harden if you dwell. Use peck drilling (retract fully every 1–2x diameters) to break chips and clear heat. Spiral-flute taps or gun taps with coolant-through work best. For C932, it’s forgiving; aluminum bronzes need slower RPM and sharp tools.
5-Axis/Multi-Axis: Intricate Parts Without Refixturing
For complex bushings, impellers, or valve bodies, 5-axis lets you hit multiple angles in one setup—reducing error and time. Tilt/rotary tables shine here.
Process Flow Diagram (Text Sketch):
- Material prep (saw/blank) → 2. Rough turning/milling → 3. Semi-finish → 4. Drilling/tapping → 5. Finish passes → 6. Deburr/inspect.
Best Tools, Coolants, and Parameters (Including Cutting Speed for Bronze)
Dialing in the right tools, coolants, and parameters turns bronze from a gummy headache into one of the most rewarding materials to machine. Get this right, and you’ll see mirror finishes, minimal scrap, and tools that last runs instead of parts.
Tooling Recommendations
- Carbide is king — Sharp, polished carbide inserts or end mills dominate for most bronze jobs. Use positive rake (10–20°) geometries with chip breakers to handle gummy chips.
- Coatings: TiAlN or polished/low-friction PVD for abrasive alloys (aluminum bronze). Uncoated or TiN works great on leaded grades like C93200—lead acts as built-in lube, so coatings can sometimes cause adhesion problems.
- HSS fallback — Fine for softer grades (phosphor or leaded tin bronze) in low-volume or manual setups, but carbide outperforms on tool life and speed.
- Aluminum-nickel bronze machinability: Moderate to fair (abrasive due to hard oxides) → always go coated carbide, sharp edges, and no dull tools to avoid work hardening.
Coolant Strategies
Bronze loves coolant for chip evacuation and heat control—especially on gummy or abrasive grades.
- Best choice: Water-based soluble emulsions (flood or high-pressure through-tool) — keeps things cool, flushes chips, prevents BUE.
- Minimal quantity lubrication (MQL) or mist — Great for leaded bronzes like 932; reduces mess while maintaining lubricity.
- Dry machining — Viable on some softer grades with sharp tools and high speeds, but riskier for heat buildup on tougher alloys. Avoid dry on aluminum bronze—abrasives generate too much heat.
Parameters Deep Dive: Cutting Speeds, Feeds, and More
Cutting speed for bronze varies wildly by alloy—leaded grades fly at high speeds; abrasive ones demand caution. All figures assume sharp carbide tooling + flood coolant (adjust down 20–30% for HSS or dry).
- Leaded Tin Bronze (C93200): 400–800 SFM turning (high due to excellent machinability—lead breaks chips). Feeds 0.005–0.015 IPR.
- Aluminum Bronze (C95400): 200–500 SFM (abrasive; slower to extend tool life). Feeds 0.003–0.010 IPR.
- Manganese Bronze (C86300): 150–400 SFM (tough/high strength). Feeds 0.003–0.008 IPR.
Roughing vs. Finishing Table (Carbide, Turning – Approximate 2026 shop ranges):
| Alloy | Operation | Cutting Speed (SFM) | Feed (IPR) | DOC (Rough/Finish) | Notes |
|---|---|---|---|---|---|
| C93200 | Roughing | 500–800 | 0.008–0.015 | 0.100–0.250″ | High speeds; excellent chip break |
| C93200 | Finishing | 600–900 | 0.005–0.010 | 0.020–0.050″ | Mirror finishes possible |
| C95400 | Roughing | 250–400 | 0.005–0.010 | 0.080–0.200″ | Coated tools; watch for heat |
| C95400 | Finishing | 300–500 | 0.003–0.008 | 0.010–0.040″ | Positive rake essential |
| C86300 | Roughing | 200–350 | 0.004–0.008 | 0.050–0.150″ | Conservative to avoid excessive forces |
| C86300 | Finishing | 250–400 | 0.003–0.006 | 0.010–0.030″ | High torque needed |
Start conservative, then ramp up—monitor for BUE or chatter. For milling, drop SFM 20–40% vs. turning.

Real-World Case Studies
Nothing beats seeing bronze machining tactics in action. Here are three shop-floor examples showing how the right approach turns challenges into wins.
Case 1: Aerospace/Marine Part in C954 Aluminum Bronze A marine hardware supplier needed high-strength bushings and landing gear components from C95400 aluminum bronze—excellent for corrosion resistance in saltwater but notorious for work-hardening and abrasive wear on tools. Initial runs suffered from surface tearing, inconsistent tolerances (±0.002″ drifting to ±0.005″), and 25% scrap from heat buildup.
The fix? Switched to AI-optimized adaptive toolpaths (trochoidal milling + constant engagement) on a 5-axis CNC, paired with coated carbide end mills, high-pressure coolant, and conservative speeds (250–350 SFM). This kept tool engagement low, reduced heat, and prevented hardening. Result: 40% cycle time reduction, zero scrap on the next batch, and Ra 0.8 µm finishes that passed strict aerospace/marine inspections. Proves that smart CAM + parameter tweaks conquer abrasive bronzes.

Case 2: High-Volume Bearings in 932 Bronze An industrial pump manufacturer ran thousands of C93200 bushings monthly. Thanks to legendary machinability (lead content breaks chips perfectly), they pushed 600–800 SFM turning with sharp uncoated carbide and flood coolant. Mirror finishes (Ra < 0.4 µm) came standard—no BUE, minimal tool changes.
High-volume setup used bar-fed CNC lathes with auto chip conveyors. Output: 30% faster than generic non-ferrous settings, near-zero scrap, and parts that self-lubricate flawlessly in service. Classic example of why shops love 932 for production runs.

Case 3: Heavy-Duty Gear in Manganese Bronze (C86300) A mining equipment OEM machined large gears from C86300 manganese bronze for extreme loads. Challenges: stringy chips, high cutting forces, and chatter on rigid features. Early parts showed galling and poor tooth finish.
Solution: Dropped to 200–300 SFM, light feeds (0.004–0.006 IPR), rigid fixturing, and high-torque spindles with through-tool coolant. Added chip breakers and peck strategies for holes. End result: clean cuts, tight tolerances, and gears that handle heavy shock without failure.
Check this satisfying clip of bronze casting being fully machined on a Mori Seiki NTX 2000 (5-axis action, beautiful chip flow)
These cases show match strategy to alloy, and bronze delivers every time.
Finishes and Quality Control
After machining, bronze parts often need finishing to hit performance, appearance, and longevity targets—especially for bearings, gears, and marine components exposed to wear or corrosion.
Common Finishing Options
- Polishing / Buffing — Delivers mirror-like surfaces (Ra 0.2–0.4 µm) on C93200 bearings or shafts. Use progressive abrasives (400–2000 grit) then compound buffing—enhances low-friction self-lubrication and aesthetics.
- Bead Blasting / Glass Bead — Creates a uniform satin matte finish (Ra 0.8–1.6 µm) while removing light burrs and tool marks. Great for gears or complex geometries; improves fatigue resistance without removing much material.
- Passivation / Chemical Treatments — For aluminum bronzes (e.g., C95400), a mild chromate or citric passivation boosts corrosion resistance in harsh environments like seawater—it forms a protective oxide layer without altering dimensions much.
Many shops skip heavy post-processing on leaded bronzes since good machining already yields excellent finishes.
Quality Control Essentials
Inspect with CMM for tight tolerances: ±0.01–0.05 mm typical on critical features (ID/OD of bushings and gear pitch). Surface roughness (Ra) targets: 0.4–1.6 µm for bearings (smoother = less friction); 1.6–3.2 µm for structural gears. Use profilometers, go/no-go gauges, and visual checks for burrs or discoloration. First-article inspection + in-process SPC catches issues early.
Here are examples of high-quality finished bronze parts:

Applications Across Industries
Bronze alloys dominate in demanding environments thanks to their unbeatable combo of wear resistance, low friction, corrosion resistance (especially in saltwater), and strength under load. Different grades shine in specific sectors.
- Marine — Aluminum bronze (e.g., C95400, C95800) excels for propellers, ship valves, pumps, and fittings. Its superior resistance to seawater corrosion and biofouling prevents pitting and erosion in harsh ocean conditions. Nickel-aluminum variants add extra strength for high-stress components like landing gear bushings in marine-adjacent aerospace.
- Bearings & Bushings — C93200 (bearing bronze) is the workhorse for industrial, automotive, and appliance bushings, sleeves, and wear plates. The lead content provides self-lubrication and excellent anti-friction properties under medium loads and speeds.
- Aerospace — High-strength aluminum bronzes and manganese bronzes handle bushings, bearings, landing gear parts, and engine components where toughness, fatigue resistance, and corrosion protection are critical.
- Automotive — Manganese bronze (C86300) powers heavy-duty gears, cams, and high-load bushings in transmissions and off-road equipment. Its extreme strength suits shock-loaded applications.
Emerging in 2026 — With EV adoption surging (each EV uses 2–3x more copper alloys than ICE vehicles), sustainable/eco-bronze variants (recycled content, low-lead formulations) appear in battery terminals, electric motors, and drivetrain bushings. Recyclable bronze supports greener supply chains without sacrificing performance.
Here are real-world examples of bronze in action:

20+ Precision Tips for Pros and Hobbyists
Here are battle-tested tips to elevate your bronze machining—whether you’re running a production CNC cell or tinkering in a garage shop. These focus on avoiding common pitfalls and maximizing finishes, tool life, and efficiency.
- Always start with sharp tools — Dull edges cause work hardening, poor finishes, and BUE. Change or hone carbide frequently.
- Use positive rake geometry (10–20°) — Reduces cutting forces and helps break chips on gummy alloys.
- Optimize cutting speed for bronze — Leaded grades like C93200: push 500–900 SFM for clean chips; aluminum bronze (C95400): stay 200–500 SFM to minimize abrasive wear; manganese (C86300): 150–400 SFM conservative.
- Leverage lead in 932 bronze machining — The ~7% lead acts as an internal chip breaker—run higher speeds/feeds (0.005–0.015 IPR) for mirror finishes and minimal BUE.
- For aluminum bronze: Go slower speeds + coated carbide (TiAlN) to fight abrasiveness; never dwell or use dull tools—work hardening kills you fast.
- Peck drill aggressively — Retract every 1–2x diameter to clear chips and prevent hardening in holes/taps.
- Flood coolant or high-pressure — Essential for most; flushes gummy chips and cools abrasive grades. MQL works on leaded bronzes.
- Chip breakers everywhere — Inserts with strong breakers turn stringy ribbons into short curls.
- Anneal stock if needed — For work-hardened remnants or castings—softens tough alloys but rare for standard bar stock.
- Climb mill when possible — Better finish, less burr on bronze.
- Light finishing passes — 0.010–0.020″ DOC at higher speeds for Ra <0.8 µm.
- Rigid setup is non-negotiable — Especially on manganese bronze—chatter amplifies forces.
- Hobby tip: Start with leaded grades like 932 or 936—forgiving, great results on smaller machines.
- Monitor for heat — Bronze traps it; feel the part—if too hot to touch, slow down.
- Adaptive toolpaths — Reduce heat and wear on complex milling.
- Avoid dry on abrasive alloys — Heat skyrockets tool wear.
- Test on scrap first — Dial feeds/speeds incrementally.
- Positive feeds — Prevent rubbing and hardening.
- Clean chips often — Prevent wrapping/re-cutting.
- Inspect early — Check surface and dimensions after first few passes.
- Bonus pro tip — For ultra-precision bearings, polish post-machining—boosts self-lubrication.
Watch this satisfying bronze turning demo (great chip flow and feeds/speeds in action)
Here are close-ups of bronze in the cut and finished precision parts:

Apply these consistently, and your bronze jobs will run smoother than ever.
FAQs and Handy Tools
Here are the most common bronze machining questions we hear from shops and hobbyists—answered straight.
Q: What is bronze machining?
A: Shaping bronze alloys (copper + tin/others) via CNC turning, milling, drilling, etc., into precise parts like bearings, bushings, gears, and valves. Bronze excels in low friction, wear resistance, and corrosion protection.
Q: Best cutting speed for bronze?
A: Depends on alloy. Leaded tin bronze (C93200): 400–900 SFM. Aluminum bronze (C95400): 200–500 SFM. Manganese bronze (C86300): 150–400 SFM. Always use sharp carbide + coolant; start conservative and ramp up.
Q: 932 bronze machinability?
A: Excellent (70–80 rating vs. brass=100). ~7% lead breaks chips cleanly, minimizes BUE, allows high speeds/feeds, and delivers mirror finishes with minimal effort—production favorite.
Q: Machining aluminum bronze tips?
A: Abrasive and prone to work hardening. Use coated carbide (TiAlN), positive rake, slower speeds (200–500 SFM), sharp tools, high-pressure coolant, and never dwell. Adaptive paths help reduce heat.
Q: Manganese bronze cuttings advice?
A: Tough and stringy—high strength demands rigid setup, slower speeds/feeds (150–400 SFM, 0.003–0.008 IPR), chip breakers, and through-tool coolant to manage forces and evacuation.
Handy Tools & Calculators
- Sandvik Coromant Machining Calculator — Excellent for bronze-specific feeds/speeds.
- Kennametal NOVO — Alloy selector + parameter optimizer.
- Machining Doctor Speeds & Feeds — Free online calculator with bronze presets.
- Harvey Tool / Helical Milling Advisor — Great for end mill paths in bronze.
Bookmark these—they save hours of trial and error.
Conclusion
You’ve now got the full playbook for bronze CNC machining in 2026: from alloy basics and pain-point fixes to precise parameters, real shop case studies, pro tips, and industry applications. Whether you’re dialing in 932 bronze for high-volume bearings, taming abrasive aluminum bronze, or pushing manganese bronze under heavy loads, these strategies deliver tighter tolerances, better finishes, lower scrap, and faster cycle times.
The difference between fighting bronze and mastering it comes down to the right tools, speeds, and mindset—exactly what this guide arms you with.
Ready to put it into action? Upload your CAD file to our service for instant quotes on prototypes or production runs—they handle bronze jobs daily and can validate your setups.
Got questions, tweaks, or a tricky bronze job you want feedback on? Drop a comment below—I read every one and reply where I can.




