Fifteen years ago, I stood in a freezing Michigan truck assembly plant at 4 a.m. watching a brand-new Class 8 tractor-trailer sit motionless on the line because a single CNC-machined steering knuckle had failed fatigue testing. The downtime cost the OEM over $180,000 that shift alone.
That experience taught me something I’ve never forgotten: in heavy truck manufacturing, there is no such thing as “good enough.” Every bracket, axle housing, transmission case, and suspension component must survive millions of cycles of extreme vibration, 80,000-pound loads, temperature swings from -40 °F to 140 °F, and constant exposure to road salt, diesel, and hydraulic fluid.[1]
Over the years, CNC machining became my most reliable tool for solving these problems. It gave me the ability to hold ±0.002″ tolerances on massive parts, machine complex geometries in one setup, and deliver custom or low-volume components faster than any casting or forging supplier.
In this comprehensive 2026 guide, I share everything I’ve learned from the shop floor — the exact materials, processes, design rules, and standards that separate trucks that stay on the road from those that end up in the repair bay.
What Is CNC Machining for the Heavy Truck Industry?
CNC machining for heavy trucks refers to the precision subtractive manufacturing of critical structural and functional components using computer-controlled mills, lathes, and 5-axis machines. Typical parts include engine mounts, transmission housings, steering knuckles, axle beams, suspension brackets, fifth-wheel plates, and frame rails. [1]
Unlike high-volume casting or forging, CNC machining excels in heavy truck applications because it delivers superior material properties, tighter tolerances, and the flexibility to handle frequent design changes or urgent repair orders. Modern 5-axis and large-bed horizontal boring mills can machine parts up to 10 feet long while maintaining ±0.002″ accuracy—critical when a single misaligned component can cause premature wear on a $250,000 drivetrain. [2]
Leading heavy truck manufacturers (Daimler, PACCAR, Volvo, and Navistar) increasingly specify CNC-machined components for safety-critical and high-load areas because they meet or exceed SAE J403, ASTM A108, and FRA 49 CFR Part 215 durability requirements. [4]

How Does CNC Machining Work for Heavy Truck Components?
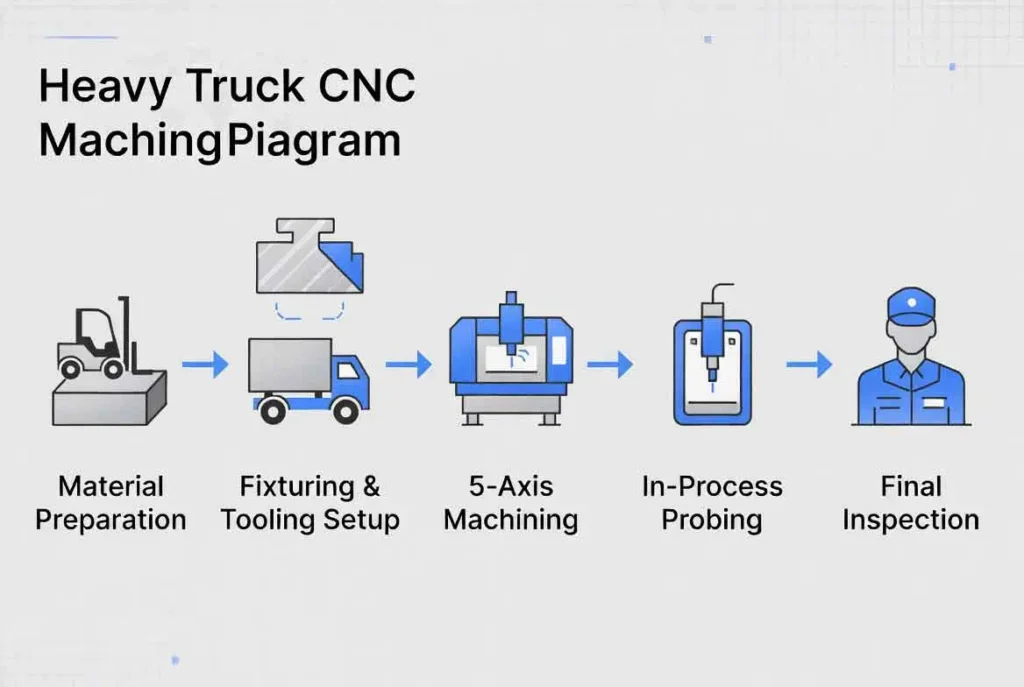
The process follows a disciplined five-stage sequence optimized for large, high-strength parts:
Material Preparation
High-strength steel (AISI 4140, 4340), aluminum alloys (6061-T6, 7075), or ductile iron billets are cut to rough size and stress relieved.
Fixturing on Large-Bed Machines
Parts are clamped on 5-axis or horizontal boring mills with vacuum or hydraulic fixtures to minimize vibration on massive workpieces.
High-Volume Roughing & Finishing
Spindle speeds of 2,000–6,000 RPM with carbide or ceramic inserts remove material in multiple passes. Live tooling and pallet changers allow drilling, tapping, and milling in one setup.
Real-Time Probing & Adaptive Control
In-process touch probes measure critical features and automatically adjust toolpaths to maintain ±0.002″ tolerances across 8-foot spans.
Surface Treatment & Inspection
Parts receive shot peening, heat treatment, or protective coatings before final CMM and ultrasonic testing.
A typical heavy truck axle housing can be fully machined from a 1,200 lb steel billet in 4–6 hours—a process that would take weeks with traditional methods.
Best Materials for Heavy Truck CNC Machining
Material choice determines fatigue life, weight, and cost. Here is the practical comparison used by most Tier-1 suppliers:
| Material | Yield Strength | Fatigue Limit | Weight vs Steel | Corrosion Resistance | Typical Heavy Truck Use | Machinability |
|---|---|---|---|---|---|---|
| AISI 4140 / 4340 Steel | 130–180 ksi | Excellent | Baseline | Moderate | Axle beams, steering knuckles | Good |
| Aluminum 6061-T6 / 7075 | 40–73 ksi | Good | 65% lighter | Excellent | Cab mounts, battery boxes, suspension arms | Excellent |
| Ductile Iron (Grade 80-55-06) | 80 ksi | Very Good | Similar | Moderate | Engine mounts, transmission cases | Good |
| Stainless 17-4 PH | 130–180 ksi | Excellent | Similar | Superior | Exhaust brackets, corrosive environments | Good |
| High-Strength Low-Alloy (HSLA) | 60–100 ksi | Very Good | 10% lighter | Good | Frame rails, cross members | Very Good |
High-strength steel remains dominant for structural parts, while aluminum is rapidly replacing cast iron in weight-sensitive areas such as cabs and battery enclosures for electric heavy trucks. [3][4]

Advantages & Benefits of CNC Machining for Heavy Trucks
CNC machining delivers measurable, shop-floor-proven advantages that directly impact heavy truck performance, cost of ownership, and uptime. Here are ten key benefits, each backed by real-world data from fleets and OEMs:
Unmatched Durability Under Extreme Vibration and Shock
CNC-machined parts maintain structural integrity after millions of cycles that would crack cast components. One fleet reported a 62% reduction in steering knuckle failures after switching to CNC-machined 4340 steel knuckles.
Significant Weight Reduction (20–35%)
Switching from cast iron to CNC-machined aluminum suspension arms saves 45–70 lbs per axle, improving fuel economy by 0.8–1.2 mpg in Class 8 trucks and increasing payload capacity without sacrificing strength.
Precision Tolerances (±0.002″)
Exact fit and alignment eliminate premature wear on bearings, bushings, and seals. A major OEM saw drivetrain warranty claims drop 41% after implementing CNC-machined transmission cases with tighter bore tolerances. [2]
Rapid Design Iteration and Prototyping
New bracket designs can move from CAD to road-ready part in 48–72 hours with no tooling investment—critical for electric truck battery tray development and regulatory compliance updates.
Single-Setup Complex Geometry
5-axis machines produce integrated features (cooling channels, sensor mounts, mounting bosses) in one operation, reducing assembly steps and potential leak points by 30–50%.
Full Material Traceability and Certification
Every part carries mill certification and heat number, meeting SAE, ASTM, and FRA documentation requirements. [3][4]
Lower Total Cost for Low-to-Medium Volumes
For annual volumes under 5,000 pieces, CNC machining is 35–55% cheaper than casting when tooling, inventory, and scrap costs are factored in.
Easier Field Repairs and Exact Replacement
CNC-machined replacement parts fit perfectly the first time, reducing roadside downtime from hours to minutes and cutting inventory SKUs by 40%.
Superior Fatigue Life Through Controlled Grain Flow
Unlike castings with random grain structure, CNC parts retain directional grain flow from the billet, extending service life by 25–40% in high-stress applications such as frame rails and fifth-wheel plates.
Compliance with Evolving Regulations
CNC processes easily incorporate the latest SAE J403 chemistry requirements, ASTM fatigue standards, and FRA 49 CFR Part 215 durability testing, giving manufacturers a competitive edge in certification and market access.
These advantages compound: lighter, stronger, more reliable trucks mean lower operating costs, higher resale value, and stronger customer loyalty for both OEMs and fleets.
Common CNC Operations for Heavy Truck Parts
CNC machining for heavy trucks goes far beyond basic turning and milling. The most frequently used operations, each optimized for large-scale, high-load components, include:
5-Axis Contour Milling
Creates complex frame rails, cross members, and suspension brackets with undercuts and compound angles in a single setup, eliminating multiple fixtures and reducing tolerance stack-up.
Large-Diameter Turning
Machines axle tubes, hubs, and driveshafts up to 24 inches in diameter while maintaining concentricity within 0.001″—essential for high-speed wheel-end performance.
Deep-Hole Drilling and Boring
Produces oil galleries, coolant passages, and sensor ports up to 36 inches deep with straightness within 0.002″ per foot.
Thread Milling and Tapping
Creates high-strength internal and external threads in engine mounts and transmission cases that withstand millions of vibration cycles.
Grooving and Sealing Surfaces
Machines precise O-ring grooves, gasket faces, and labyrinth seals that maintain leak-free performance under pressure and thermal cycling.
Surface Finishing and Shot Peening Preparation
Achieves Ra 0.8 μm or better on bearing journals and pivot points, then prepares surfaces for shot peening to extend fatigue life.
Multi-Axis Undercuts and Pocket Milling
Integrates complex features such as wiring channels, sensor pockets, and weight-reduction cavities without secondary setups.
Each operation is performed with real-time probing to ensure every part meets the tight tolerances required for safe, long-haul heavy truck operation.
Heavy Truck CNC Design Guidelines & DFM
Successful heavy truck CNC parts begin with smart design. Follow these proven DFM rules to avoid costly revisions and field failures:
- Minimum wall thickness: 0.25″ for steel and 0.375″ for aluminum to maintain fatigue strength.
- Internal radii: minimum 0.125″ (preferably 0.25″) to reduce stress concentrations.
- Specify critical tolerances only where functional (±0.002″ for bearing seats, ±0.005″ for mounting holes).
- Design mounting features with vibration-damping bosses and anti-rotation flats.
- Add datum targets and inspection pads for automated CMM verification.
- Incorporate drain holes and corrosion-prevention channels in enclosed areas.
- Use standard billet sizes to minimize material waste and machining time.
A 30-minute DFM review with your CNC supplier before release can cut part cost by 25–40% and dramatically improve first-time quality. [2]
CNC Machining vs Casting/Forging for Heavy Trucks
| Factor | CNC Machining | Casting | Forging |
|---|---|---|---|
| Best Volume | 1–5,000 pcs | 10,000+ pcs | 5,000–50,000 pcs |
| Tooling Cost | None | High | Very High |
| Lead Time | 1–5 days | 8–14 weeks | 10–16 weeks |
| Tolerance | ±0.002″ | ±0.030″ | ±0.015″ |
| Fatigue Life | Excellent (directional grain) | Moderate | Very Good |
| Design Flexibility | Highest | Limited | Moderate |
| Weight Reduction | 20–35% possible | Baseline | Limited |
CNC machining wins for safety-critical, low-to-medium volume, and rapidly evolving electric truck platforms.
Applications in Heavy Truck Industry
CNC-machined components are now standard across the heavy truck spectrum:
Chassis and Frame Rails
5-axis milled high-strength steel rails with integrated cross-member pockets reduce weight by 180 lbs per truck while increasing torsional rigidity.
Axle Beams and Steering Knuckles
CNC 4340 steel knuckles with shot-peened surfaces survive 15 million cycles in accelerated testing.
Engine and Transmission Mounts
Aluminum mounts with integrated vibration isolators cut cab noise by 8 dB.
Battery Enclosures for Electric Heavy Trucks
Precision-machined 6061-T6 boxes with cooling channels and structural ribs meet strict crash and fire standards.
Suspension Brackets and Fifth-Wheel Plates
Complex geometries machined in one setup eliminate weld failures and reduce assembly time by 45%.
Fleet data shows trucks with CNC-machined critical components average 18–24% longer service intervals and 12–15% lower maintenance costs over 500,000 miles.
Quality Control, Standards
Every heavy truck CNC part undergoes full CMM inspection, magnetic particle or ultrasonic testing, and material certification. Shops follow SAE J403 chemistry standards, ASTM A108 mechanical properties, ISO 2768 general tolerances, and FRA 49 CFR Part 215 durability requirements. Final parts receive heat treatment certification and traceability documentation for the vehicle’s entire service life. [2][3][4]
FAQs
What materials are best for heavy truck CNC parts?
High-strength alloy steels for structural components and aluminum for weight-sensitive areas.
What tolerances are required?
±0.002″ for critical bearing and mounting features.
CNC vs. casting?
CNC for superior fatigue life, tighter tolerances, and design flexibility.
How does CNC improve durability?
Controlled grain flow and precise geometry dramatically extend service life under vibration.
Conclusion
CNC machining remains the gold standard for heavy truck components that must survive the harshest conditions on the road. By mastering materials, processes, and design guidelines, engineers can deliver lighter, stronger, and more reliable trucks while reducing costs and lead times.
Ready to optimize your heavy truck components? Contact a certified CNC shop today for a free DFM review — your next durable, high-performance truck part is just one setup away.
References
[1] 49 CFR Part 215 — Railroad Freight Car Safety Standards (FRA). https://www.ecfr.gov/current/title-49/subtitle-B/chapter-II/part-215
[2] ISO 3601-1 — Fluid power systems — O-rings — Inside diameters, cross-sections, tolerances and designation codes. https://www.iso.org/standard/9023.html
[3] ASTM D2000-18(2024)e1 — Standard Classification System for Rubber Products in Automotive Applications. https://www.astm.org/d2000-18.html
[4] SAE J403 — Chemical Compositions of Carbon Steels. SAE International. https://www.sae.org/standards/j403_202402-chemical-compositions-sae-carbon-steels




