In the world of digital manufacturing and custom fabrication, laser cutting and waterjet cutting stand out as two of the most popular non-contact cutting technologies. Whether you’re prototyping intricate parts, producing metal components, or working with exotic materials, choosing between these methods can significantly impact quality, speed, cost, and final results.
Today, we’ll compare laser cutting vs. waterjet cutting across the most important aspects to help you decide which technique best suits your project. We’ll look at how each works, their strengths and limitations, and real-world applications—complete with visual examples.
How Does Laser Cutting Work?
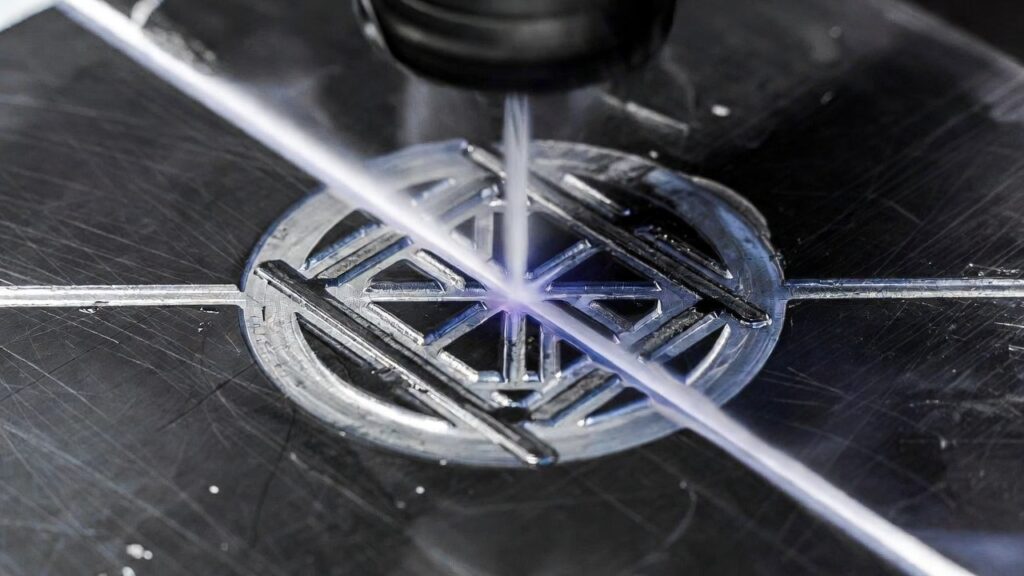
Laser cutting uses a highly focused beam of light (generated by CO₂ or fiber lasers) to melt, burn, or vaporize material. The beam is directed through optics and often assisted by gases (like oxygen for faster cuts on steel or nitrogen for cleaner edges on stainless).
Fiber lasers, in particular, dominate modern metalwork thanks to their efficiency and ability to handle reflective materials like aluminum or copper. The process is thermal, producing a very narrow kerf and allowing for both cutting and engraving in one setup.

This thermal nature makes laser cutting extremely fast on thin to medium sheets, but it introduces a small heat-affected zone (HAZ) that can alter material properties in sensitive applications.
How Does Waterjet Cutting Work?
Waterjet cutting is a cold-cutting process that relies on an ultra-high-pressure stream of water (typically 30,000–90,000 psi) forced through a tiny orifice. For hard materials, garnet abrasive is mixed in to create an abrasive waterjet that erodes the material through mechanical action—no heat is involved.
Pure waterjets work well for soft materials (foam, rubber, and food), while abrasive versions tackle metals, stone, glass, and composites.
Because it’s purely mechanical, a waterjet produces no heat-affected zone, preserving original material properties even on heat-sensitive alloys like titanium.
Precision and Edge Quality
Laser cutting generally wins for precision. It achieves kerf widths as narrow as 0.006–0.15 mm and tolerances down to ±0.001–0.002 inches, delivering exceptionally smooth, burr-free edges that often require no secondary finishing.
Waterjet cutting offers good accuracy (±0.005–0.008 inches) but with a wider kerf (0.02–0.04 inches or more) and potential for slight taper in thicker parts (unless using advanced 5-axis heads). Edges can appear slightly rougher due to abrasive action, sometimes needing light deburring.

Laser excels for fine details, engraving, or tight tolerances; waterjet shines when edge perfection isn’t critical but material integrity is.
Material Compatibility and Thickness
Laser cutting performs best on metals (especially with fiber lasers) and many non-metals like acrylic, wood, leather, and paper. Thickness limits are typically 0.5–1.5 inches for metals (with high-power systems) and thinner for non-metals to avoid charring.
Waterjet cutting is far more versatile: it cuts virtually anything—thick steel, titanium, stone, glass, composites, laminated stacks, even food—without restrictions from reflectivity or heat sensitivity. Thickness capabilities reach 12 inches or more.
If your project involves thick plates, mixed/exotic materials, or heat-sensitive parts, waterjet has the clear advantage.

Speed and Efficiency
Laser cutting is dramatically faster for thin to medium materials—often 20–100+ inches per minute on sheet metal—making it ideal for high-volume production.
Waterjet cutting runs slower (typically 1–20 inches per minute), limited by pressure and abrasive flow, though consistent across thicknesses.
For rapid turnaround on thinner parts, laser usually wins; for one-off thick jobs, the speed gap narrows.
Material Damage and Properties
Laser cutting introduces heat, creating a narrow HAZ that can cause hardening, discoloration, or minor distortion—especially problematic on pre-hardened steels or heat-treatable alloys.
Waterjet cutting avoids all thermal effects—no burning, no hardening, no warping—making it preferred for aerospace, medical, or tool steel applications where properties must remain unchanged.
Operating Factors: Noise, Mess, Maintenance, and Cost
Laser cutting tends to be quieter (~75 dB), produces minimal mess (mostly fumes requiring extraction), and has lower consumable costs (mainly gas and electricity). Maintenance focuses on optics.
Waterjet cutting is noisier, generates wet abrasive slurry that needs handling/recycling, and has higher consumable wear (nozzles, orifices, garnet abrasive). Operating costs can be higher due to these factors.
Laser often feels cleaner and more shop-friendly for frequent use.
Which One Should You Choose?
- Choose laser cutting for thin-to-medium sheet metal, high precision, fine details/engraving, speed in production runs, and minimal post-processing.
- Choose waterjet cutting for thick materials, heat-sensitive alloys, exotic/non-metal jobs, maximum versatility, or when zero thermal impact is required.
Many fabricators use both technologies complementarily—laser for volume sheet work and waterjet for heavy-duty or special jobs.
FAQs
Is laser cutting or waterjet cutting more precise?
Laser cutting is generally more precise, with a narrower kerf and tighter tolerances (±0.001–0.002 inches vs. ±0.005–0.008 inches for waterjet).
Can waterjet cutting handle reflective metals like aluminum or copper?
Yes—waterjet has no issues with reflectivity, unlike older CO₂ lasers (fiber lasers handle them well today).
Does laser cutting cause warping or distortion?
It can on very thin or heat-sensitive materials due to the HAZ; waterjet avoids this entirely.
What’s the maximum thickness each can cut?
Laser: typically up to 1–1.5 inches for metals (high-power fiber). Waterjet: 12+ inches on many materials.
Which is faster for thin sheet metal?
Laser cutting—often 5–10x faster on materials under ½ inch.
Does waterjet cutting require secondary finishing?
Often yes—edges may need light deburring due to slight roughness or taper.
Can laser cutting engrave as well as cut?
Yes, laser machines frequently engrave serial numbers, logos, or designs in the same setup; waterjets only cut.
Is waterjet cutting environmentally friendlier?
It produces no fumes or gases but generates abrasive slurry waste that needs proper disposal/recycling.
Which has lower operating costs for high-volume production?
Laser usually has fewer consumables and faster cycle times, reducing per-part cost.
Can they both cut 3D or angled parts?
Waterjet supports 5-axis for bevels/3D cutting more readily; standard laser is 2D (some advanced systems offer limited 3D).
Which is better for composites or laminated materials?
Waterjet avoids delamination or burning that heat from laser can cause.
How do tolerances compare in practice?
Laser holds tighter for intricate features; a waterjet is sufficient for most structural parts.
Is one method safer than the other?
Laser requires strong fume extraction and eye protection; waterjet involves high pressure (safety interlocks needed) but no fumes.
Ready to get your parts made? Upload your 2D file today for instant quotes on laser cutting or waterjet cutting—fast turnaround, high-quality results, and expert advice to match the right process to your project.




