As a mechanical engineer with over 6 years designing precision components for aerospace, medical devices, and high-performance automotive systems, I’ve learned one hard truth: the difference between a reliable product and a costly redesign often comes down to truly understanding the machining process.
I’ve wrestled with tight tolerances on slender shafts, struggled to eliminate secondary polishing on medical implants, and tried to scale production from prototypes to tens of thousands of parts without losing repeatability.
Over the years, precision CNC turning has become my go-to solution when cylindrical geometry, ultra-high accuracy, and cost efficiency are non-negotiable. Mastering it can shorten development cycles, slash scrap rates by up to 40%, and give you a genuine competitive edge.
In this comprehensive 2026 guide, I’ll share the insights I wish I’d had earlier. Let’s dive in.
What Is Precision CNC Turning?
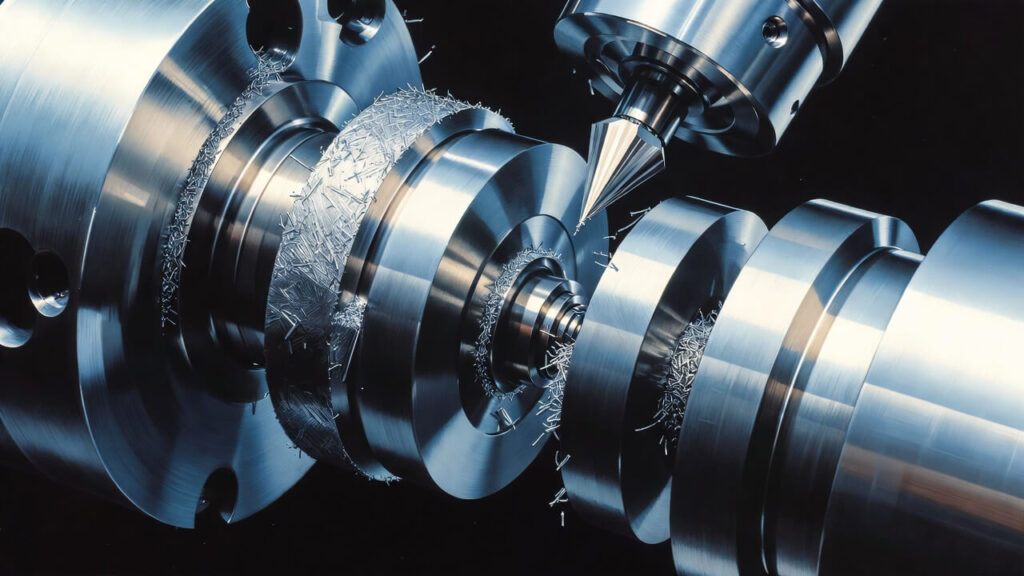
Precision CNC turning is a subtractive manufacturing process in which a workpiece rotates at high speeds while a computer-controlled cutting tool precisely removes material to produce perfectly cylindrical or symmetrical parts with tolerances as tight as ±0.0001 inches (0.00254 mm).
Unlike standard CNC turning, precision variants integrate multi-axis Swiss-style lathes, live tooling, real-time spindle monitoring, and high-pressure coolant systems to achieve ultra-high repeatability and surface finishes down to Ra 0.2 μm.
So why does this matter in today’s competitive manufacturing world? In industries where even a 0.005 mm deviation can cause product failure — such as medical implants or aerospace turbine blades — precision CNC turning ensures parts fit perfectly the first time.
This approach markedly enhances reliability, slashes scrap rates by up to 40%, and dramatically reduces assembly costs. Observant engineers will notice that leading OEMs now rely on it for everything from single prototypes to 100,000+ unit production runs. [1]
How Does Precision CNC Turning Work?
Observant engineers will immediately notice that the entire process follows a highly orchestrated sequence that transforms raw bar stock into finished components with minimal human intervention.
First comes workpiece loading: round material is clamped in a chuck or, in Swiss-style lathes, a sliding guide bushing that supports the stock right at the cutting zone—virtually eliminating deflection even on long, slender parts as thin as 0.039 inches.
The spindle then spins the workpiece at 1,000–6,000 RPM while the tool follows G-code paths generated from your CAD/CAM file. Live tooling and Y-axis capabilities allow simultaneous milling, drilling, and threading without stopping rotation. So how does real-time monitoring fit in?
Modern machines use sensors to track tool wear, vibration, and thermal expansion, automatically adjusting feed rates and 1000+ psi coolant pressure to maintain ±0.0001″ consistency.
Finally, the part is parted off, deburred in process, and inspected before ejection. For example, a titanium orthopedic screw can be rough-turned, threaded, knurled, and bored in one 90-second cycle on a 9-axis Swiss lathe.
This “DONE IN ONE” philosophy (as widely discussed in manufacturing communities) reduces setup time by 70% and ensures repeatability that manual processes simply cannot match. Ultimately, this delivers faster time-to-market and lower total costs.[2][3]

Key Advantages & Benefits of Precision CNC Turning
Why do manufacturers consistently choose precision CNC turning? Here are ten compelling advantages that deliver measurable results:
- Unmatched Accuracy & Repeatability — Tolerances down to ±0.0001″ with Cpk >1.67 (ASME Y14.5 standards).
- Superior Surface Finish — Ra 0.2 μm straight off the machine, eliminating secondary polishing.
- Single-Setup Complexity — Multi-axis machines complete what once required 3–5 operations.
- Cost Efficiency at Any Volume — Prototypes cost 30–50% less; high-volume drops below $1 per part.
- Material Versatility — From aluminum to hardened Inconel and PEEK plastics.
- Lights-Out Automation — Bar feeders enable 24/7 production.
- Reduced Waste — Precise tool paths cut material loss by 25–40%.
- Enhanced Safety — Minimal manual handling lowers accident risk.
- Scalability — Same program runs flawlessly from 1 to 100,000+ pieces.
- Faster Time-to-Market — Shortens development cycles by weeks.
These benefits are consistently reported across manufacturing forums and industry benchmarks.[3]
Materials Suitable for Precision CNC Turning
Material selection directly impacts performance, cost, and manufacturability. So what specific factors must designers consider? Biocompatibility, strength-to-weight ratio, and machinability are foremost priorities. Here is an expanded comparison:
| Material | Key Properties | Typical Applications | Machinability | Pros & Cons |
|---|---|---|---|---|
| Aluminum 6061/7075 | Lightweight, excellent conductivity | Aerospace housings | Excellent | Fast / Lower strength |
| Stainless 304/316 | Corrosion-resistant | Medical implants | Good | Durable / Work-hardens |
| Titanium Grade 5 | High strength-to-weight | Orthopedic screws | Moderate | Biocompatible / Tooling cost |
| Brass/Copper | Superior conductivity | Electrical connectors | Excellent | Easy threads / Soft |
| Inconel | Extreme heat/corrosion resistance | Oil & gas valves | Difficult | Long life / High cost |
| PEEK / Delrin | Chemical & wear resistance | Medical prototypes | Very Good | No burrs / Heat-sensitive |
From a production standpoint, each material requires optimized feeds, speeds, and coolant strategies — something CAM software now automates. This markedly enhances both part quality and shop efficiency. [4]
Common Operations in Precision CNC Turning
Precision turning goes far beyond simple shaping. The ten most common operations include:
- Facing — Creates perfectly flat ends.
- Grooving & Parting — For O-rings or separation.
- Threading — Internal/external with single-point tools.
- Boring — Enlarges internal diameters to ±0.0002″.
- Reaming — Ultra-smooth holes faster than boring.
- Knurling — Textured grips for handles.
- Hard Turning — Machines up to 65 HRC instead of grinding.
- Cross-Drilling — With live tooling.
- Taper Turning — Conical nozzles.
- Polygon Turning — Flats with a Y-axis.
Simply put, combining these with Swiss guide bushings allows tolerances once considered impossible. [1][2]
Precision CNC Turning vs. CNC Milling
Turning excels at round, symmetrical parts while milling handles complex 3D contours. Turning is generally 2–3× faster and cheaper for cylindrical geometries, delivering superior concentricity and surface finish.
Applications Across Industries
Precision CNC turning powers mission-critical components everywhere. In medical devices it produces titanium bone screws with perfect osseointegration surfaces. In aerospace it creates turbine shafts that withstand extreme vibration. Automotive fuel injectors and semiconductor vacuum hardware all benefit from the same repeatable precision. Real-world results shared in manufacturing communities show lead times reduced from weeks to just days — a clear demonstration of the process’s power. [3]
Design Guidelines for Optimal Results
When designing for precision CNC turning, considerations extend beyond function and aesthetics. Efficient, cost-effective manufacturing must be guaranteed — this is the core philosophy of DFM.
Several fundamental principles prevent production issues:
- Minimum wall thickness 0.5 mm (metals).
- Avoid sharp internal corners — use radii ≥ 0.2 mm.
- Specify tolerances only where functional (±0.005″ general, ±0.0002″ critical).
- Design for bar stock and “DONE IN ONE” capability.
Simply put, a quick CAD review with your shop can cut costs by 30–50%. From a user perspective, proper DFM also improves part longevity and assembly ease. [5][1]
Quality Control & Inspection
Every precision shop follows ASME Y14.5 and ISO 2768 standards. CMMs, in-process probing, and First Article Inspection (FAI) per AS9102 ensure zero surprises. Surface finish is verified with profilometers—guaranteeing consistent quality across batches.[1][4]
Cost Factors & How to Save
Prototype runs start at $150–500; high-volume drops dramatically. The key? Single-setup design and balanced tolerances. A DFM review typically pays for itself in the first 50 parts.
FAQs
What tolerances can precision CNC turning achieve?
Typically ±0.0001″ to ±0.0005″ per ASME Y14.5. [1]
Is it suitable for prototypes?
Absolutely — fast turnaround and low tooling cost.
What materials work best?
See the table; titanium and stainless dominate medical/aerospace.
How does it compare to 3D printing?
Turning offers superior strength and finish for functional metal parts.
Can it produce threads and knurling?
Yes, in the same setup.
What industries use it most?
Medical, aerospace, automotive, semiconductor.
Conclusion
The final performance and reliability of precision-turned parts are largely determined by thoughtful design and process control. This influence manifests primarily in accuracy, repeatability, and cost efficiency. High-end manufacturers adopt more refined approaches — multi-axis Swiss turning, real-time monitoring, and strict DFM — to achieve both technical excellence and market competitiveness.
Ultimately, precision CNC turning remains the gold standard for cylindrical components. By understanding its process, selecting the right materials, and following these guidelines, engineers can dramatically improve part quality and reduce time-to-market. Whether you need a single medical implant or 50,000 aerospace bushings, this technology delivers results that simply cannot be matched elsewhere. Ready to turn your design into reality? Contact a certified precision company today for a free DFM review—your next breakthrough part is just one setup away.
References
[1] ASME Y14.5-2018 – Geometric Dimensioning and Tolerancing. https://www.asme.org/codes-standards/find-codes-standards/y14-5-geometric-dimensioning-tolerancing
[2] Society of Manufacturing Engineers (SME) – CNC Turning Technology Resources. https://www.sme.org/technologies/manufacturing-processes/cnc-turning/
[3] Practical Machinist Forum – CNC Tolerances & Best Practices Discussions (2023–2025). https://www.practicalmachinist.com/forum/
[4] ISO 2768 – General Tolerances for Machined Parts. https://www.iso.org/standard/38007.html
[5] Journal of Manufacturing Processes – “Integrated multi-objective optimization for high-precision CNC turning of 7075 aluminum alloy” (2025). https://www.sciencedirect.com/journal/journal-of-manufacturing-processes




