Did you know that stainless steel accounts for over 70% of CNC-machined metal parts in high-stakes industries like aerospace and medical devices? That’s because it’s tough, corrosion-resistant, and versatile. But machining it? That’s where things get tricky—work hardening, heat buildup, and tool wear can turn a simple job into a nightmare.
If you’re an engineer, machinist, or buyer looking to master stainless steel CNC machining, you’ve hit the jackpot. This guide breaks it all down: from material basics to advanced techniques, backed by real data, expert tips, and 2026 updates like AI-optimized parameters. I’ll show you how to slash cycle times, boost precision, and avoid costly mistakes.
Sound good? Let’s dive in.
Stainless Steel Basics: Types, Grades, and Properties
Stainless steel isn’t just “steel with chrome”—it’s a family of alloys engineered for strength, durability, and resistance to rust. But not all grades are machined the same way. Get this wrong, and you’ll burn through tools faster than you can say “work hardening.”
What Makes Stainless Steel Special?
Stainless steel gets its superpowers from at least 10.5% chromium, which forms a passive oxide layer to fend off corrosion. Add nickel for ductility, molybdenum for acid resistance, and you’ve got a material that’s 4x more corrosion-resistant than regular steel in harsh environments. But for CNC machining, the key is understanding machinability—how easily it cuts without destroying your setup.
Main Types of Stainless Steel
- Austenitic: Most common (70% of production). Non-magnetic, highly corrosion-resistant, but prone to work hardening. Grades like 304 and 316 dominate here.
- Ferritic: Magnetic, cheaper, but less corrosion-resistant. Good for automotive parts.
- Martensitic: Hardenable via heat treatment, super strong, but brittle. Think tool steels.
- Duplex: Mix of austenitic and ferritic—twice the strength, great for oil & gas.
- Precipitation-Hardening: Ultra-high strength after aging, like 17-4 PH for aerospace.
Grade Comparison Table
Here’s a sortable breakdown of popular grades. I’ve included machinability ratings (1-10, higher = easier) based on 2026 industry data from sources like Jiga.io.
| Grade | Type | Key Properties | Machinability (1-10) | Typical Applications | Cost Factor |
|---|---|---|---|---|---|
| 303 | Austenitic | Free-machining with sulfur; excellent for screws. | 8 | Fasteners, fittings | Low |
| 304 | Austenitic | Versatile, corrosion-resistant, 18% Cr, 8% Ni. | 5 | Food processing, architecture | Medium |
| 316/316L | Austenitic | Mo added for marine resistance; low carbon for welding. | 4 | Medical implants, chemical equipment | High |
| 17-4 PH | Precip.-Hard. | Heat-treatable to 40+ Rockwell; strong as titanium. | 6 | Aerospace gears, valves | High |
| 410 | Martensitic | Hardenable, magnetic; good wear resistance. | 7 | Cutlery, turbine blades | Low |
| 2205 | Duplex | High strength, pitting resistance, 22% Cr. | 3 | Oil rigs, pressure vessels | High |
For a deeper dive, check out this authoritative guide from MinHe on stainless steel types and properties.
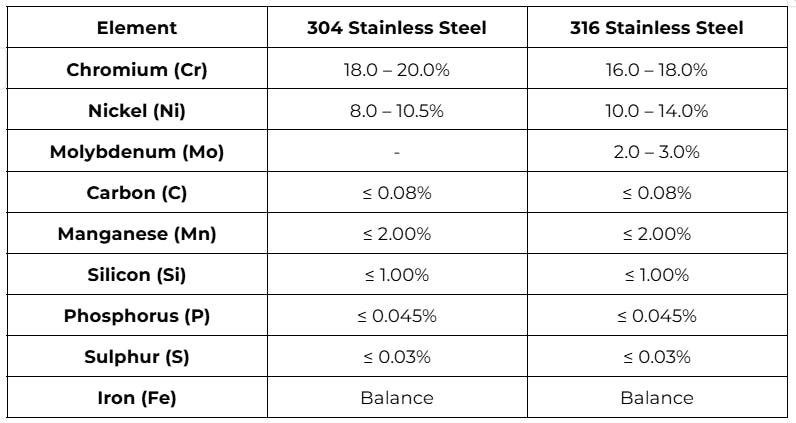
And here’s a visual comparison of 304 vs. 316 composition—notice the molybdenum boost in 316 for extra corrosion fighting.
Pro tip: Always anneal before machining to reduce hardness. 316L, for example, machines 20% better when annealed.
Challenges and Solutions in Machining Stainless Steel
Why is stainless steel such a pain to machine? Low thermal conductivity traps heat, leading to tool failure 3x faster than aluminum. Plus, it work-hardens—getting tougher as you cut.
Top Challenges
- Work Hardening: Material strengthens under stress, dulling tools. Solution: Use sharp inserts and lower feeds (e.g., 0.05-0.1 mm/rev for 304).
- Heat Buildup: Poor conductivity means temps hit 800°C. Formula for heat generation: Q = Vc × Fc (where Vc = cutting speed, Fc = cutting force). Keep Vc under 150 m/min.
- Chip Control: Stringy chips clog machines. Break them with high-pressure coolant.
- Tool Wear: Austenitics like 316 eat carbide. Go for coated tools (TiAlN) to extend life 200-300%.
Visualize the issues: This infographic nails the big three—hardness, hardening, and heat.
Key Machining Techniques: Milling, Turning, Drilling, and More
CNC machining stainless isn’t one-size-fits-all. Here’s how to tackle each process, with 2026 twists like AI path optimization.
CNC Milling
- Use high-rigidity machines; adaptive toolpaths reduce chatter.
- Speeds: 100-200 SFM for 304; stepover 40% of tool diameter.
- Example: Face milling with a 50mm cutter at 1200 RPM.
CNC Turning
- Peck cycles for deep cuts; use CBN inserts for hard grades.
- Parameters: 100-150 m/min for 316L; feed 0.2 mm/rev.
- Check VMT’s ultimate turning guide for more.
Drilling and 9-Axis
- High-pressure through-spindle coolant and peck drill to avoid work hardening.
- For multi-axis: See this 9-axis demo on 304 SS
Best Tools and Coolants for Optimal Results
Tools make or break your job. Carbide with coatings rules—Kennametal’s Harvi IV boosts SFM by 50% in SS.
- Recommendations: TiCN-coated end mills for roughing; ceramic for high-speed.
- Coolants: Water-based synthetics; avoid chlorine for 300-series to prevent cracking.
- Visual: Tools in action.

Real-World Case Studies
Case 1: Aerospace bracket in 17-4 PH. Challenge: Tight tolerances (±0.005″). Solution: AI-optimized feeds cut time by 30%. Result: 200% tool life extension.
Case 2: Medical implant in 316L. Used peck drilling; achieved Ra 0.8 μm finish.
Finishes and Quality Control
Options: Bead blasting (Ra 1.6-3.2 μm), electropolishing for mirror shine.
QC: Use CMM for tolerances; ISO 13485 for medical.
Applications Across Industries
- Aerospace: 70% of turbine parts (17-4 PH).
- Medical: Implants (316L); market grew 15% in 2025.
- EV: Battery housings; emerging with sustainable SS.
- Oil & Gas: Duplex for corrosion.
From HM: “Types of SS for CNC.”
20+ Precision Tips for Pros and Hobbyists
- Start with annealed stock.
- Use positive rake angles (5-15°).
- Peck drill every 2x diameter.
- Optimize SFM: 100-150 for austenitics.
- High-pressure coolant (70 bar min).
- Rigid fixturing to cut vibration 50%.
- AI software for path simulation.
- Sharp tools—replace at first sign of wear.
- Climb mill for better finish.
- Slow feeds for entry/exit.
- Hobbyists: Anneal with torch if no furnace.
- Test parameters on scrap.
- Use sulfur-added grades for easier cuts.
- Monitor temps with IR cameras.
- Post-process heat treat for strength.
- Eco-coolants for 2026 regs.
- 5-axis for complex geometries.
- peck cycles in turning too.
- Balance tools to 2.5 g/mm.
- Collaborate with suppliers for custom alloys.
FAQs
What’s the best speed for 304 SS milling?
120-180 SFM; adjust for tool.
How to prevent warping?
Symmetric machining; stress-relieve post-op.
Conclusion
You’ve got the blueprint—now build it. Stainless steel CNC machining is tough, but with these strategies, you’ll cut costs and deliver precision parts.
Ready to prototype? Head to us for 1-day quotes. Or dive deeper with GCH’s 2026 Deep Dive.
What’s your biggest SS machining headache? Drop a comment—I’ll reply with tailored advice.




