A Surface Finish Chart is one of the most useful quick-reference tools for anyone working with CNC machining, turning, milling, grinding, or part design. It helps you quickly understand common Ra values (Roughness Average), what they look like, how they’re achieved, and where they’re typically used.
Ra measures the average height of surface peaks and valleys — lower numbers = smoother surface (better for performance but more expensive); higher numbers = rougher surface (cheaper and faster).
Most common default: Ra 3.2 μm (125 μin)—the standard “as-machined” finish in most shops.
Here’s a clean, easy-to-scan surface finish chart + simple explanations.
Surface Finish Ra Chart – At a Glance
| Ra (μm) | Ra (μin) | Approx. RMS (μin) | Typical Process | How It Looks & Feels | Best For (Real-World Examples) | Cost Level |
|---|---|---|---|---|---|---|
| 0.025–0.1 | 1–4 | 1–4 | Lapping, super-polishing | Mirror polish, perfectly reflective | Optical lenses, precision gauges, semiconductors | Extremely High |
| 0.2–0.4 | 8–16 | 9–18 | Fine grinding, honing, electropolish | Glassy smooth, no visible marks | Bearings, hydraulic pistons, medical implants | Very High |
| 0.8 | 32 | ~35 | Precision CNC + fine tools | Very smooth, faint marks in bright light | Gears, shafts, bearing journals, sliding parts | High |
| 1.6 | 63 | ~70 | Standard CNC finishing passes | Smooth feel, light tool marks | Hydraulic rods, fasteners, gearbox parts | Medium |
| 3.2 | 125 | ~138 | General CNC (default as-machined) | Matte, visible uniform tool marks | Brackets, engine blocks, frames, prototypes | Low (standard) |
| 6.3 | 250 | ~275 | Rough turning/milling | Clearly rough, coarse texture | Heavy structures, hidden surfaces | Very Low |
| 12.5+ | 500+ | 550+ | As-cast, rough sawing | Very coarse, heavy irregularities | Raw stock prep, non-critical areas | Minimal |
Quick Conversion Helpers:
- μm → μin: × 39.37 (e.g. 3.2 × 39.37 ≈ 125)
- RMS ≈ Ra × 1.1 (rough estimate)
- Most metals follow these ranges; softer materials (aluminum) get smoother more easily.
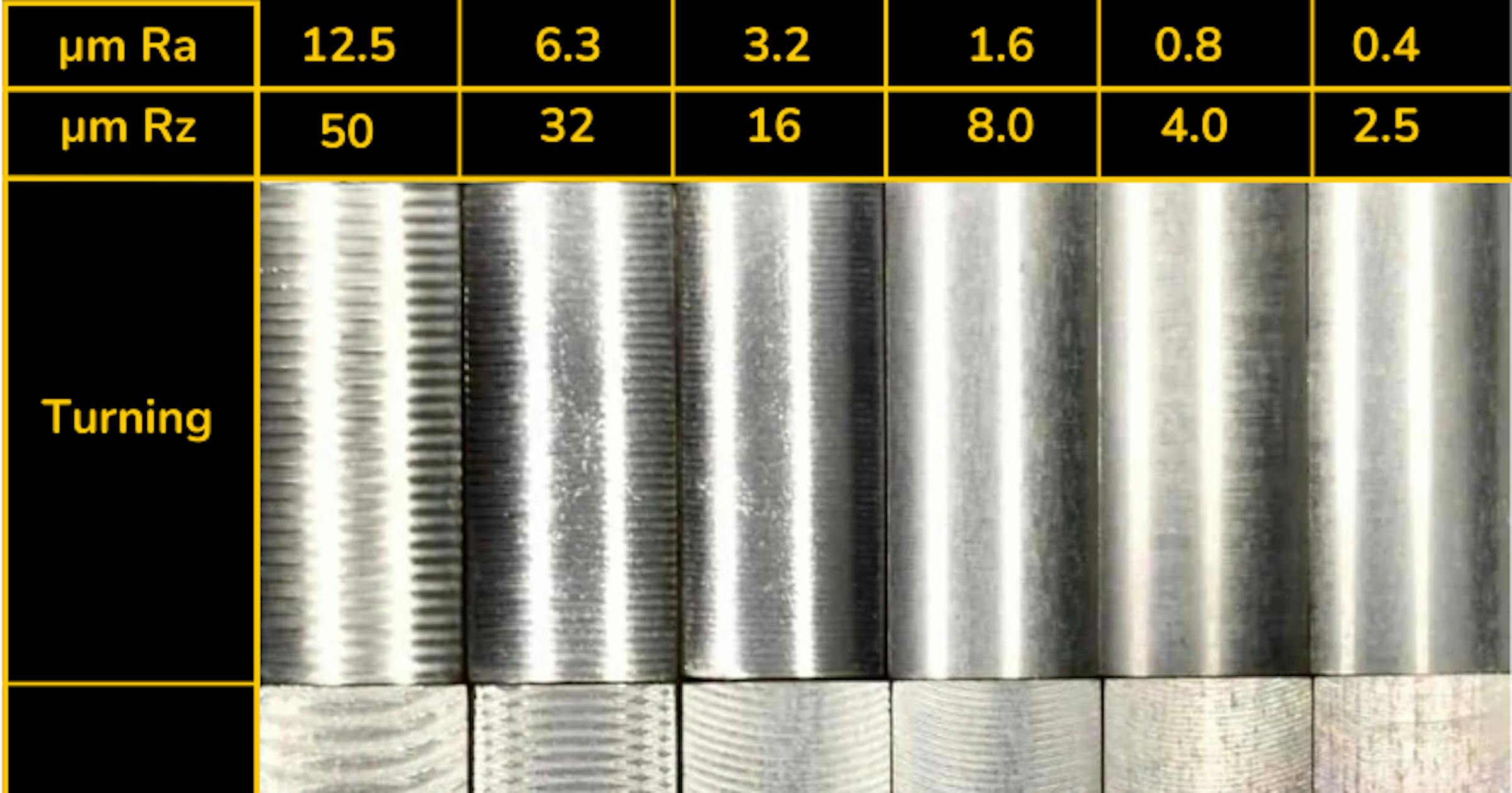
These photos show real machined surfaces at different Ra levels — from mirror-smooth (left) to visibly rough (right).
Quick Breakdown: What Each Ra Really Means
- Ra 0.4 μm (16 μin) Mirror-like. Needs extra polishing steps. → Used for: ultra-precise optics, high-seal valves, implants. → Cost: much higher due to slow processes.
- Ra 0.8 μm (32 μin) Very smooth, almost no visible marks. → Used for: gears, shafts, low-friction moving parts. → Great balance: smoother than standard, not too expensive.
- Ra 1.6 μm (63 μin) Smooth to the touch with faint marks. → Used for: hydraulic components, fasteners, visible housings. → Very common for functional parts that move slowly.
- Ra 3.2 μm (125 μin) Matte look, clear but even tool marks. → Used for: structural parts, engine covers, prototypes. → The #1 default — cheap, fast, strong enough for most jobs.
- Ra 6.3 μm+ Obviously rough, easy to feel. → Used for: hidden or heavy-duty areas. → Fastest/cheapest — often no extra finishing needed.
How to Choose the Right Ra (Simple Guide)
Ask yourself:
- Need low friction, tight seals, or long wear life? → Go 0.4–1.6 μm (16–63 μin)
- Functional part under load/vibration? → 1.6–3.2 μm (63–125 μin) is usually perfect
- Budget or time is tight? Hidden surface? → 3.2–12.5 μm (125–500 μin)
Pro tip: Softer metals (aluminum) hit lower Ra more easily than hard ones (stainless steel, titanium). Always check ASME B46.1 or ISO 1302 standards on your drawing.
FAQ – Common Surface Finish Chart Questions
What is the standard surface finish for CNC parts?
Ra 3.2 μm (125 μin) — most shops use this as default.
Is 32 Ra smoother than 63 Ra?
Yes — 32 μin (0.8 μm) is noticeably smoother.
What Ra do you need for good sealing?
Usually 0.4–1.6 μm (16–63 μin) for reliable seals.
How do I convert Ra to RMS?
Roughly multiply Ra by 1.1 (e.g., 125 μin Ra ≈ 138 μin RMS).
This Surface Finish Chart gives you everything you need in one place. Save it, share it, or use it next time you’re specifying a part. Have a specific material or application in mind? Drop the details? I can suggest the best Ra for you!




