Laser cutting is a precise, non-contact manufacturing process that uses a highly focused laser beam to cut, engrave, or shape materials. The laser delivers intense energy to a small spot, melting, vaporizing, or burning away material along a programmed path. Computer numerical control (CNC) guides the beam with exceptional accuracy, producing clean edges and complex geometries with minimal waste.
This technology serves industries ranging from sheet metal fabrication and aerospace to signage, jewelry, and custom prototyping. Laser cutting handles metals like steel and aluminum, as well as non-metals such as acrylic, wood, and plastics. Modern systems achieve tolerances as tight as ±0.05 mm and cut speeds exceeding 100 m/min on thin sheets.
In this guide, we explain how laser cutting works, the main types of lasers, compatible materials, key advantages and limitations, common applications, and safety considerations. Whether you’re an engineer evaluating production methods or a designer exploring fabrication options, this overview provides practical insights into one of today’s most versatile cutting technologies.
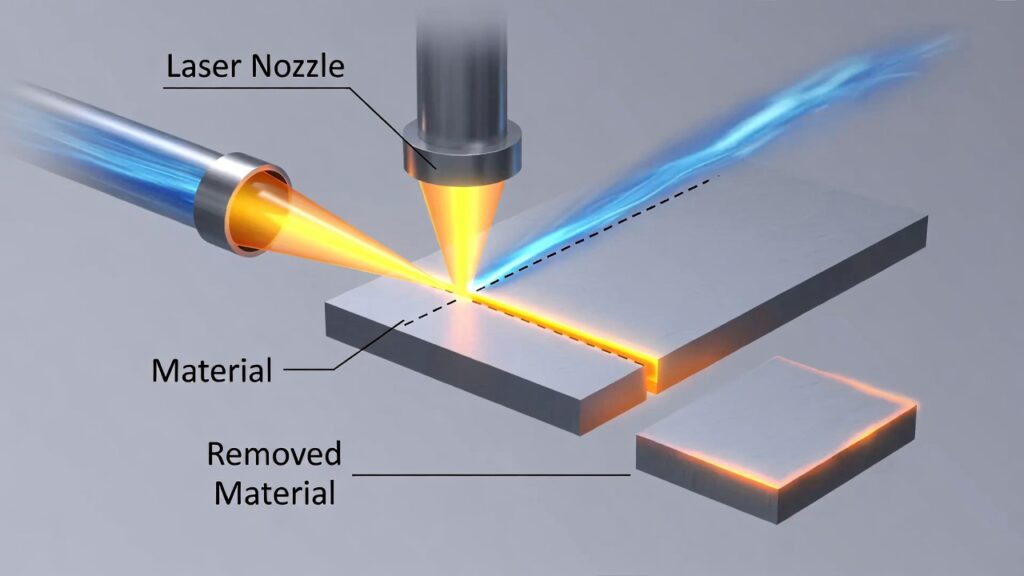
(Diagram illustrating the laser cutting process, showing the focused beam, assist gas, and material removal.)
How Does Laser Cutting Work?
Laser cutting relies on the physics of light amplification by stimulated emission of radiation (the origin of the word “laser”). A laser source generates a coherent, monochromatic beam that optics focus to a tiny diameter—often 0.1–0.3 mm. At the focal point, power density reaches millions of watts per square centimeter, instantly heating the material.
The process follows these key steps:
- Design and Programming — Create a 2D vector file (DXF, SVG, or AI) using CAD or graphic software. CAM software converts the design to G-code, which controls machine movements, power, speed, and gas settings.
- Material Preparation — Secure the sheet or plate on the cutting bed. Proper fixturing prevents movement during cutting.
- Laser Beam Generation — The laser resonator produces the beam. Mirrors or fiber optics deliver it to the cutting head.
- Focusing and Piercing — A lens concentrates the beam. The machine pierces the material at start points, often using a brief high-power pulse.
- Cutting — The head follows the programmed path. Assist gas (oxygen, nitrogen, or compressed air) blows away molten material and enhances the cut.
- Cooling and Ejection — The process continues until completion. Exhaust systems remove fumes and debris.
Three primary mechanisms remove material:
- Vaporization — The laser boils material into gas (common for wood, acrylic).
- Melt and Blow (Fusion Cutting)—The beam melts material; inert gas ejects the molten pool (ideal for stainless steel and aluminum).
- Reactive Cutting (Flame Cutting) — Oxygen assist creates an exothermic reaction with iron, boosting speed on mild steel.
Kerf width—the removed material width—ranges from 0.1 mm to 0.5 mm depending on laser type and settings. The narrow kerf enables tight nesting and intricate details.
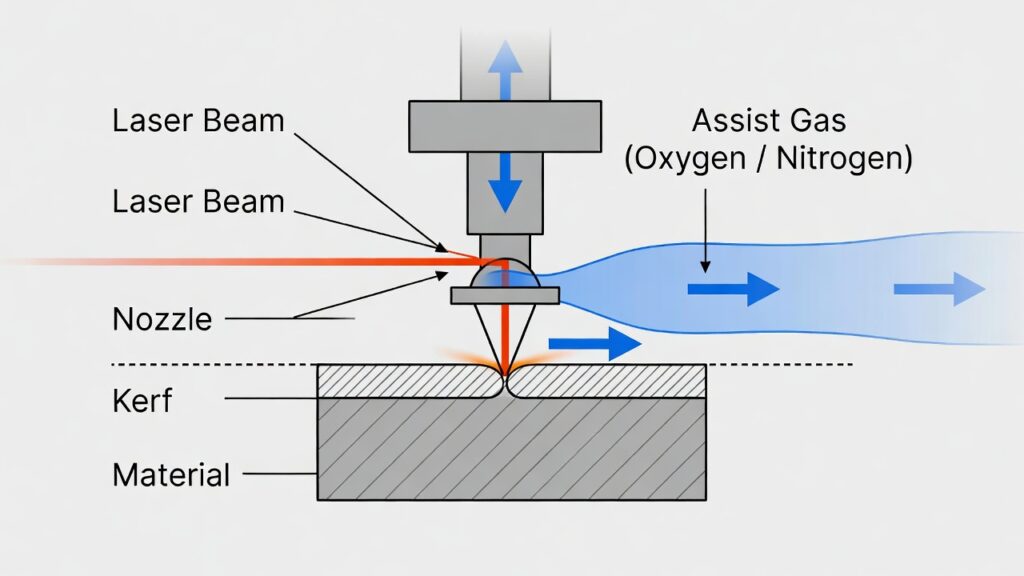
(Schematic of the laser cutting process showing beam focus, nozzle, assist gas flow, and kerf.)
Types of Laser Cutting Machines
Several laser types power cutting systems, each suited to specific materials and thicknesses.
Fiber Lasers: Fiber lasers use diode-pumped optical fibers doped with rare-earth elements (typically ytterbium). They emit near-infrared light (~1.06 μm) and deliver excellent beam quality (M² close to 1).
- Best for: Metals including reflective ones like copper and brass.
- Advantages: High electrical efficiency (30–50%), fast cutting speeds, low maintenance, long lifespan (often >100,000 hours).
- Power range: 1 kW to 60+ kW. Fiber lasers dominate sheet metal fabrication due to superior performance on thin to medium thicknesses.
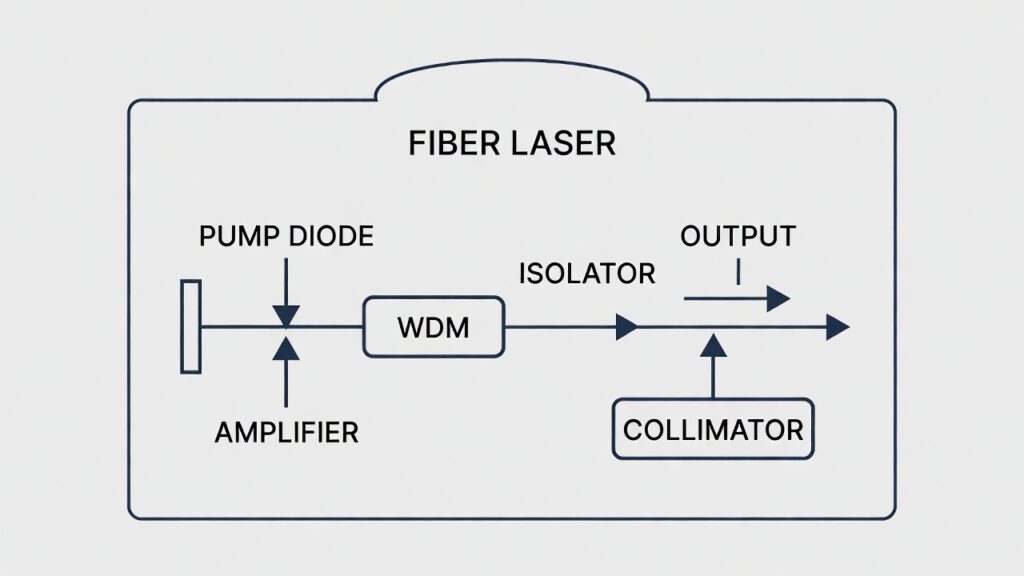
(Diagram of a fiber laser system.)
CO₂ Lasers: CO₂ lasers generate far-infrared light (10.6 μm) via gas discharge in a mixture of carbon dioxide, nitrogen, and helium.
- Best for: Non-metals—acrylic, wood, leather, paper, some plastics.
- Advantages: Excellent edge quality on organics (e.g., flame-polished acrylic edges), cost-effective for high-power non-metal work.
- Limitations: Less efficient on metals; requires mirrors and regular maintenance. Power range: 40 W (desktop) to 10+ kW (industrial).
Crystal Lasers (Nd:YAG / Nd:YVO₄): Solid-state lasers using neodymium-doped crystals.
- Best for: Precision marking, thin metals, and ceramics.
- Less common for broad cutting due to lower efficiency compared to fiber.
Diode Lasers: Direct semiconductor diodes (blue or infrared).
- Popular in affordable desktop machines for hobbyists.
- Suitable for thin wood, acrylic, and coated metals.
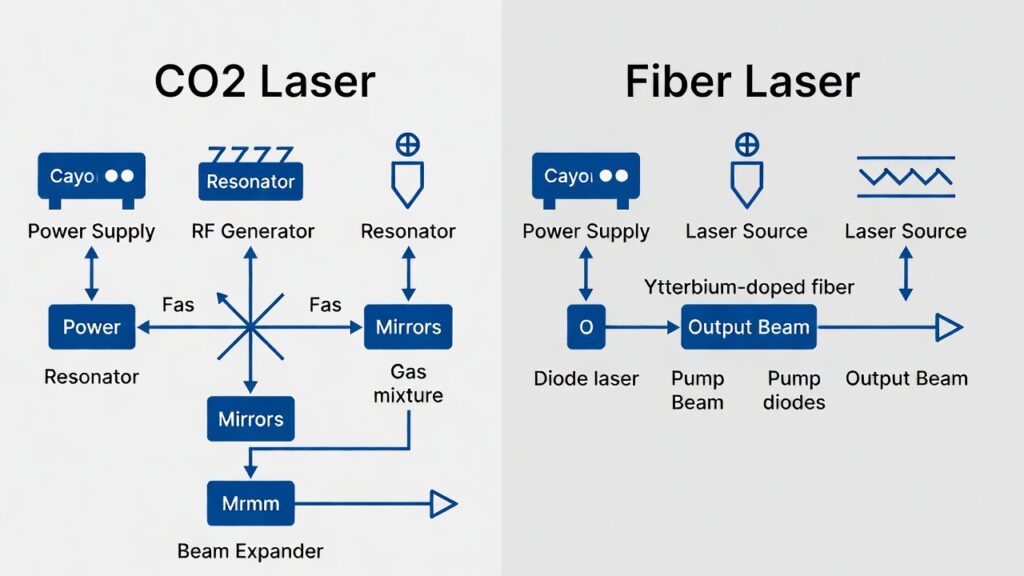
(Comparison diagram of CO₂ vs. fiber laser components and beam paths.)
Materials Suitable for Laser Cutting
Laser cutting processes a wide range of materials, but compatibility depends on wavelength absorption and thermal behavior.
Metals
- Mild steel (up to 50 mm with high-power fiber)
- Stainless steel
- Aluminum
- Copper, brass, titanium (fiber preferred)
Non-Metals
- Acrylic (PMMA) — crystal-clear edges
- Wood, plywood, MDF
- Leather, fabric, paper
- Cardboard, cork
- Some plastics (ABS, Delrin)
Materials to Avoid
- PVC/vinyl — releases toxic chlorine gas
- Thick polycarbonate — poor results, hazardous fumes
- Highly reflective polished metals without fiber lasers
- Materials containing halogens or unknown coatings
Always verify material safety data and perform test cuts.
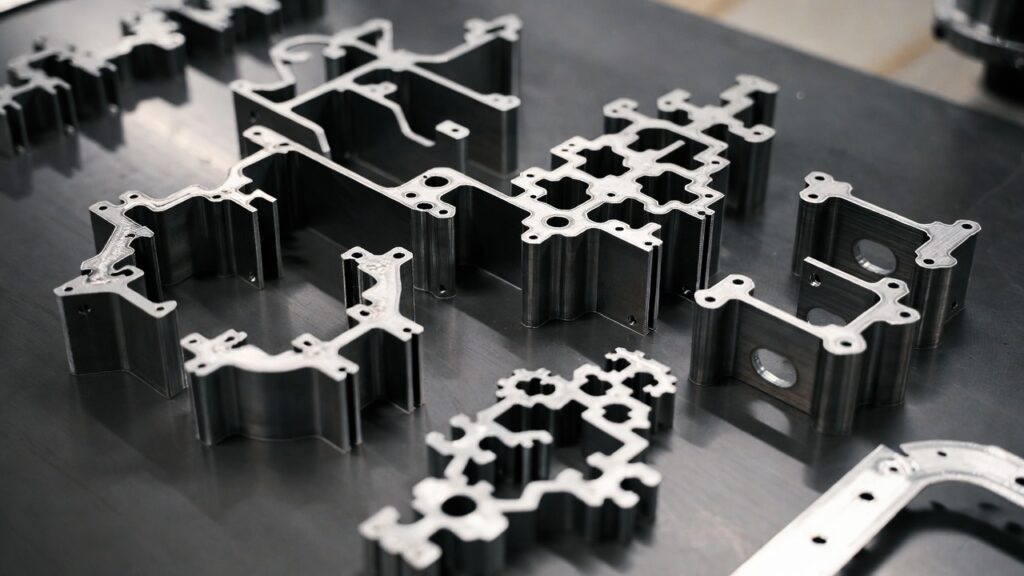
(Examples of precision laser-cut metal parts showing intricate geometries and clean edges.)
Advantages of Laser Cutting
- High Precision and Accuracy — Tolerances down to ±0.05 mm; narrow kerf for complex designs.
- Speed — Fast on thin materials; minimal setup time.
- Versatility — Cuts metals and non-metals; handles unlimited 2D shapes.
- Clean Cuts — Minimal burrs; often no secondary finishing needed.
- No Tool Contact — No wear; suitable for delicate or hard materials.
- Automation-Friendly — CNC integration supports high-volume production.
- Material Efficiency — Tight nesting reduces waste.
Disadvantages of Laser Cutting
- Thickness Limitations — Less effective beyond 50 mm (compared to plasma or waterjet).
- High Initial Cost — Industrial machines require significant investment.
- Heat-Affected Zone (HAZ) — Potential distortion or edge hardening in metals.
- Fumes and Gases — Requires robust extraction; some materials produce hazardous emissions.
- Energy Consumption — High for powerful systems.
- Reflective Materials — Older CO₂ systems struggle with copper/aluminum.
Common Applications of Laser Cutting
Laser cutting supports diverse industries:
- Sheet metal enclosures and brackets
- Automotive and aerospace components
- Signage and decorative panels
- Jewelry and custom gifts
- Prototyping and rapid manufacturing
- Medical devices and surgical tools
- Architectural features and furniture elements
Its ability to produce intricate, repeatable parts makes it ideal for both low-volume custom work and high-volume production.
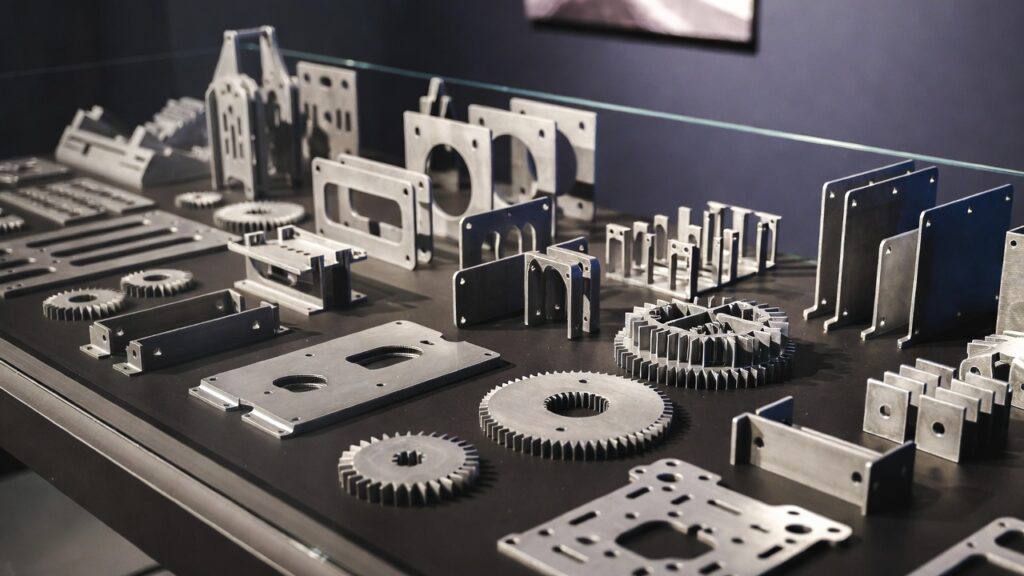
(Gallery of laser-cut metal examples: precision components.)
Safety and Environmental Considerations
Laser cutting involves risks including intense light, fire, and fumes. Key precautions:
- Use enclosed Class 1 machines or wear appropriate laser safety eyewear.
- Install fume extraction with filtration.
- Keep fire extinguishers accessible.
- Never process PVC or chlorinated materials.
- Follow manufacturer guidelines for maintenance.
Modern systems include sensors for smoke detection and automatic shutdowns.
Frequently Asked Questions About Laser Cutting
What is the difference between CO₂ and fiber laser cutting?
CO₂ lasers excel on non-metals with polished edges; fiber lasers cut metals faster and more efficiently and handle reflective materials better.
How thick can a laser cutter cut?
Fiber lasers cut mild steel up to ~50 mm and stainless up to ~40 mm at high power; CO₂ typically handles thinner stock, especially non-metals.
Is laser cutting safe?
Yes, when used properly with enclosures, eyewear, and ventilation. Never bypass safety features.
Can laser cutting handle reflective metals like copper?
Fiber lasers cut copper and brass effectively; traditional CO₂ lasers risk beam reflection damage.
What file formats work best for laser cutting?
Vector formats like DXF, SVG, AI, or CDR; avoid raster-only files (JPG, PNG) for clean cuts.
Does laser cutting produce a lot of waste?
Minimal—narrow kerf and efficient nesting software reduce scrap significantly.
Is laser cutting more expensive than plasma or waterjet?
Initial machine cost is higher, but operating costs and precision often make it more economical for thin-to-medium materials.
Can I engrave and cut with the same laser machine?
Yes—most systems support both cutting (high power, low speed) and engraving (lower power, high speed or raster mode).
What assist gas should I use?
Nitrogen for clean stainless/aluminum edges; oxygen for faster mild steel cuts; compressed air for cost-effective general use.
How precise is laser cutting compared to CNC milling? Laser achieves tighter 2D tolerances (±0.05 mm) with no tool deflection; milling excels in 3D contours and thicker stock.
Does laser cutting cause warping?
Possible on thin metals due to heat; proper fixturing, parameter tuning, and sometimes preheating minimize distortion.
Are desktop laser cutters suitable for business use?
Yes—many small shops and makers use affordable CO₂ or diode machines for prototyping, signage, and custom products.
Ready to start your next project? Upload your design for an instant quote on precision laser-cut parts today.




