Nylon parts can slash weight by up to 7x compared to steel equivalents (and often 2-3x vs. aluminum)—while delivering killer wear resistance, built-in self-lubrication, low friction, and serious noise/vibration reduction. That’s why engineers swap metal for nylon in gears, bushings, bearings, insulators, and more. The payoff? Lighter machines, quieter operation, longer life, and big efficiency gains across automotive, industrial, and consumer products.
But here’s the catch most machinists hit hard.
Improper nylon CNC machining turns those advantages into expensive scrap. Heat from friction rockets past nylon’s low melting point (~220–265°C depending on grade), causing melting, gumming, burning, or stringy chips that clog tools and evacuation systems. Moisture absorption—nylon’s hygroscopic nature—triggers swelling (2–3%+ dimensional change in saturated Nylon 6), warping, and tolerance drift after machining. White stock? Any heat discoloration, yellowing, or surface burns jumps out instantly, wrecking aesthetics or food-grade approvals. In bad setups, scrap rates routinely hit 20–30%.
These exact pain points plague nylon precision CNC machining, nylon 66 CNC machining, nylon 6/6 CNC machining, white nylon CNC machining, and custom nylon CNC machining—especially on tight-tolerance features like CNC machining nylon spur gears or rapid prototypes blending nylon 3D printing and CNC machining.
This guide fixes that.
You’ll get everything you need: proven techniques, exact parameters, tool picks, moisture hacks, and fixes for white nylon CNC machining challenges (discoloration, burns, visible marks). Plus, sourcing intel—reliable nylon CNC machining services,CNC machining nylon factories (China options for fast, low-cost runs), nylon CNC machining parts price lists, quotes, and suppliers.
Bottom line? Master this and you’ll crank out lightweight, durable, high-performance nylon parts that outperform metal—without the headaches.
Let’s dive in.
Nylon CNC Machining Basics: Types, Grades, and Properties
Nylon CNC machining is a subtractive precision process where CNC mills, lathes, and routers shape polyamide (PA) thermoplastics into tough, lightweight components. Think gears, bushings, bearings, insulators, wear pads, and custom parts that need to handle friction, impact, or electrical isolation without the heaviness of metal.
Why choose nylon over metals? It crushes it in key areas:
- High strength-to-weight ratio — often 2-3x lighter than aluminum, up to 7x vs. steel in similar roles.
- Superior abrasion and wear resistance — self-lubricating with low friction (coefficient often 0.2-0.4), perfect for sliding or rotating parts.
- Excellent noise and vibration damping — quieter gears and bushings.
- Good electrical insulation — non-conductive for electronics and insulators.
- Chemical resistance — holds up against oils, fuels, and many solvents.
These perks make nylon precision CNC machining a go-to for replacing metal in automotive, industrial, food processing, and consumer applications: lighter parts, less wear, lower noise, and longer life.
The most common grades for machining include:
- Nylon 6 (PA6)—Tough, impact-resistant, with good elasticity and abrasion resistance. Easier to process but absorbs more moisture (up to ~9% at saturation), leading to swelling and dimensional changes.
- Nylon 6/6 (PA66) — The machining favorite. Higher tensile strength (85-95 MPa vs. Nylon 6’s 80-90), better heat resistance (melting ~255-265°C vs. ~220°C), lower moisture absorption (~8% max), and superior dimensional stability. Ideal for nylon 66 CNC machining where precision and durability matter most.
- Cast Nylon 6 — Often in larger stock shapes; excellent wear properties and machinability for big bearings or wear parts.
- Nylon 12 — Lowest moisture absorption among common grades, great flexibility and impact resistance, better stability in humid conditions.
- Filled variants (e.g., 30% glass-filled)—Boost stiffness and strength but are more abrasive on tools, reducing machinability.
White nylon CNC machining specifics: Typically unfilled Nylon 6/6 or cast Nylon 6 in natural/white stock for clean aesthetics or food-grade uses (some certified NSF/ANSI 51 or FDA-compliant). The downside? Heat from machining shows up as visible burns, yellowing, or discoloration—every surface flaw pops on white material. Great for visible parts, guides, chutes, or food-contact components, but demands extra care to avoid cosmetic rejects.
Here’s a quick grade comparison table to make selection dead simple:
| Grade | Machinability (1-10) | Key Properties | Typical Apps | Cost Factor |
|---|---|---|---|---|
| Nylon 6/6 (PA66) | 9 | High strength (85-95 MPa), lower moisture (~2.5-8%), heat resistance to ~260°C, excellent wear | Gears, bushings, insulators, structural parts | Moderate |
| Nylon 6 | 8-9 | Good toughness/impact, higher moisture (~2.8-9%), abrasion resistance | Wear pads, flexible components, impact parts | Low-Moderate |
| Cast Nylon 6 | 8-9 | Superior wear, large stock availability, balanced strength | Large bearings, sheaves, heavy wear parts | Low-Moderate |
| Nylon 12 | 8 | Lowest moisture absorption, high flexibility/impact, good stability | Humid environments, tubing, flexible parts | Higher |
| Glass-filled 30% | 6-7 | Much higher rigidity/strength, but abrasive on tools | High-load structural, stiff components | Higher |
Master these basics, and you’re set to pick the right grade for strength, stability, or cost—without surprises downstream.
Challenges and Solutions in Machining Nylon
Nylon is awesome on paper—lightweight, tough, self-lubricating—but it fights back hard during nylon CNC machining if you don’t respect its quirks. Here are the top challenges that trip up even experienced machinists, and the exact fixes to crush them.
Top Challenges:
- Heat sensitivity / low melting point (~220–265°C, grade-dependent) → Friction builds heat fast, leading to melting, gumming (material welds to the tool), burning, or poor surface finish. Aggressive cuts or dull tools make it worse.
- Moisture absorption (hygroscopic nightmare) — Nylon 6 can soak up to 8–10% water at saturation, and Nylon 6/6 around 7–8%. This causes swelling (2–3%+ dimensional change), warping during or after machining, and tolerance drift days later as parts equilibrate.
- Stringy/gummy chips — Nylon’s high tensile strength creates long, stringy swarf that wraps around tools, spindles, and fixtures. It clogs evacuation, causes tool pull-out, or even machine crashes.
- Dimensional instability post-machining — Residual stresses + moisture changes mean parts can warp or shift tolerances hours or days after you think you’re done.
- White nylon CNC machining challenges—On white/unfilled stock (common for aesthetics or food-grade), every heat mark shows discoloration, yellowing, surface burns, or visible tool marks. Cosmetic rejects skyrocket if heat isn’t tightly controlled.
These issues explain why scrap rates hit 20–30% in poor setups for nylon precision CNC machining, nylon 66 CNC machining, or custom nylon CNC machining.
Solutions That Actually Work:
- Sharp tools always—single/two-flute fresh, polished carbide or high-positive-rake HSS. Dull edges = more heat and stringing.
- High speeds, low feeds — Minimize dwell time and friction heat. Climb milling helps break chips.
- Air blast or mist coolant only — Flooding adds moisture (worsens absorption). Compressed air clears chips; light mist cools without soaking the part.
- Pre-dry and anneal stock — Oven-dry at 80–100°C for 4–24 hours (grade-specific) before machining. Anneal large or stressed parts post-roughing to relieve internal stresses.
- Balanced fixturing—Avoid over-clamping to prevent distortion. Vacuum or soft jaws for delicate stock.
- Grade-specific edge—Nylon 66 (PA66) wins for stability: lower moisture uptake and higher rigidity mean less warping than Nylon 6. Choose it for precision work.
For white nylon CNC machining, double down: ultra-light finishing passes, extra mist, and monitor tool heat closely—burns ruin the clean look instantly.
Picture this: melted blobs on the surface, endless stringy ribbons wrapping the tool, warped bushings that no longer fit—common failures until you dial these in.
Check out this solid beginner video for real-world shots of nylon machining in action, including common mistakes to avoid. It shows actual cutting, chip behavior, and quick fixes—perfect for seeing the stringy chips and heat issues live.
Master these challenges, and nylon CNC machining flips from frustrating to reliable. Next up: the exact techniques to put this knowledge into practice.
Key Machining Techniques: Milling, Turning, Drilling, and More
Nylon machines a lot like soft metals (think bronze or aluminum) with a few key tweaks: high speeds to clear heat fast; sharp positive-rake tools to slice instead of tear; and constant chip evacuation to beat stringy swarf. Apply these principles across operations, and nylon CNC machining delivers clean, precise parts without melting or gumming.
Core Techniques:
- CNC Turning — Perfect for cylindrical parts like bushings, rollers, sleeves, and nylon spur gears. The workpiece spins while stationary tools remove material. Use soft jaws or custom fixtures to avoid distortion. High spindle speeds (600–1000 SFM) and moderate feeds keep heat low and produce smooth finishes. Rough at higher feeds for stock removal, then light finishing passes for tight tolerances and mirror-like surfaces.
- CNC Milling — Handles complex shapes, pockets, slots, and profiles (e.g., gear blanks, wear plates, or custom insulators). Climb milling is preferred to reduce stringing and improve finish. High speeds, light depths of cut, and sharp single- or two-flute carbide end mills prevent heat buildup. Air blast clears long chips instantly.
- CNC Drilling — Creates holes in bushings, mounts, or gear hubs. Peck drilling helps break stringy chips, but many pros skip pecking on unfilled nylon and use parabolic-flute or high-helix drills for continuous evacuation. Sharp bits + high RPM + air/mist = clean holes without melting or pull-out.
- Routing — Great for sheets or thin stock (e.g., panels, guides). Similar to milling: high speeds, sharp bits, air cooling.
Process Flow for Success:
- Material Prep—Dry stock in an oven (80–100°C, 4–24 hours depending on thickness/grade) or condition to equilibrium humidity. Anneal if large or high-stress parts to relieve internal stresses.
- Roughing — High spindle speeds, deeper cuts, moderate feeds to remove bulk material quickly while minimizing heat dwell.
- Finishing—Sharp tools, light cuts (0.005–0.020″ depth), higher speeds, and lower feeds for excellent surface finish (Ra 0.8–3.2 μm typical) and precision.
- Post-Machining Stabilization—Let parts sit in a controlled environment to equilibrate moisture; re-check tolerances if critical. Avoid stress from over-clamping.
CNC machining nylon spur gears shines here: Turn the blank first for concentricity, then mill teeth with precise toolpaths. Nylon gears run quieter and lighter and self-lubricate—ideal replacements for metal in low-to-medium load apps.
Here are close-ups of real nylon CNC turning and milling in action, including finished bushings, gears, and chip behavior:
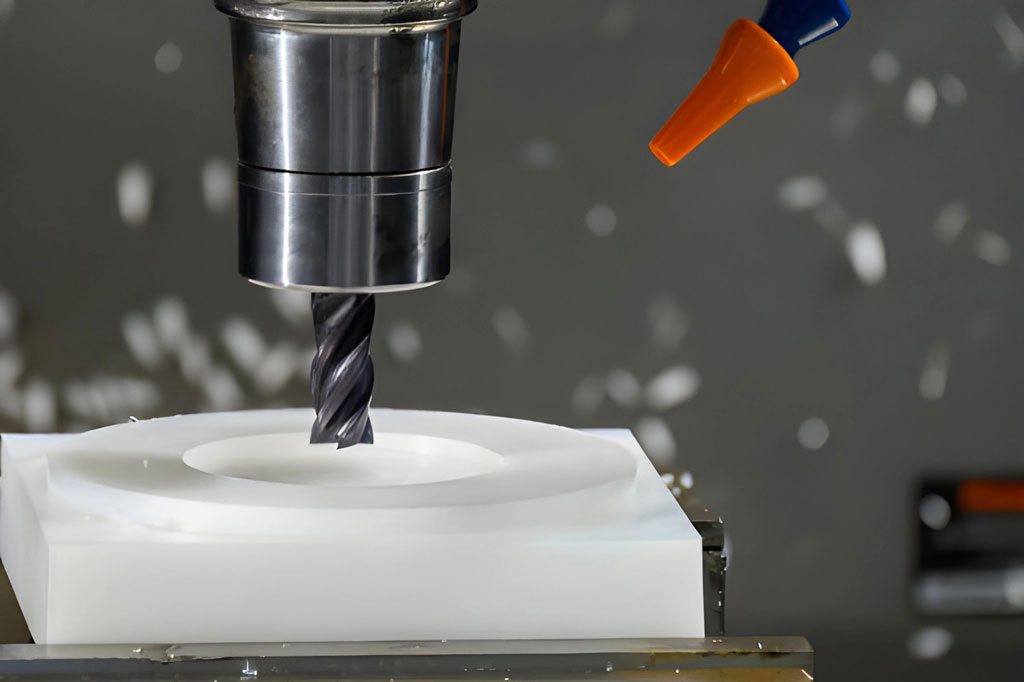
Visualize toolpaths: Start with roughing contours at high speed, then finishing passes climb-milling the profile for clean edges and minimal burrs. Chip formation? Long, curly strings if feeds are too low—air blast or mist keeps them flying away.
Nail these techniques, and your nylon precision CNC machining parts come out accurate, smooth, and ready to outperform metal—without the scrap pile.
Best Tools, Coolants, and Parameters
Getting the tools, coolants, and parameters dialed in is where nylon CNC machining goes from frustrating to flawless. Nylon’s low melting point and gummy nature demand setups that minimize heat, evacuate chips fast, and keep moisture out. Here’s the practical breakdown that pros use to hit tight tolerances, smooth finishes, and zero melting.
Best Tools:
Sharpness is non-negotiable—dull edges rub instead of cut, spiking heat and creating stringy messes.
- Carbide (polished, single- or two-flute end mills for milling; inserts or tools for turning) — Top choice for production runs. High positive rake (10–15° or more), polished flutes to reduce friction and clear gummy chips. Great edge retention.
- HSS (high-speed steel) with high positive rake — Excellent for hobbyists or short runs; holds a keener edge than carbide in some cases, cuts cleanly without excessive heat. Many machinists swear by HSS for unfilled nylon.
- Avoid: Dull tools, negative rake, or uncoated carbide that grabs. For filled grades (e.g., glass-filled), carbide wins due to abrasion resistance.
Replace or sharpen often—nylon dulls edges quicker than you think.
Coolants:
Flood coolant = bad idea. It adds moisture, worsening absorption and swelling.
- Air blast — Best overall: Clears long stringy chips instantly, cools without wetting.
- Light mist (coolant fog) — Adds cooling for longer cuts; use sparingly to avoid excess moisture.
- Dry machining — Totally fine for short runs or finishing passes if chips evacuate well.
For white nylon CNC machining, mist + air combo is gold: cools to prevent yellowing/burns without soaking the part and causing visible swelling or marks.
Key Parameters:
Nylon loves high speeds to minimize dwell time and heat buildup, paired with moderate feeds to avoid rubbing. Adjust based on grade—unfilled runs faster; filled needs lower speeds to protect tools.
General starting ranges (carbide tools, unfilled Nylon 6/6 or 66):
- Cutting speed (SFM): 500–1000 (higher for unfilled to clear heat; 200–400 for filled/glass). Equivalent ~150–300 m/min.
- Feed rate: 0.002–0.008 IPT (inches per tooth) or 0.004–0.015 IPR (inches per rev for turning).
- Depth of cut: Rough 0.020–0.125″; finish light 0.005–0.020″.
Here’s a practical table for roughing, semi-finishing, and finishing (carbide tools, approximate starting points—test and adjust!):
| Operation | Grade (e.g.) | Cutting Speed (SFM) | Feed (IPT or IPR) | Depth of Cut | Notes |
|---|---|---|---|---|---|
| Roughing | Unfilled Nylon 6/6 | 600–1000 | 0.005–0.012 | 0.050–0.125″ | High speed, moderate feed for bulk removal |
| Roughing | Nylon 66 | 500–900 | 0.004–0.010 | 0.040–0.100″ | Slightly lower due to better rigidity |
| Roughing | Glass-filled 30% | 300–600 | 0.003–0.008 | 0.020–0.080″ | Reduce speed for tool life |
| Semi-Finishing | Unfilled | 700–1000 | 0.004–0.008 | 0.020–0.050″ | Climb mill, light pressure |
| Finishing | All (esp. white) | 800–1200 | 0.002–0.006 | 0.005–0.020″ | Light cuts + mist to avoid burns/yellowing |
| Turning | Nylon 6/6 | 600–900 | 0.004–0.010 IPR | 0.020–0.100″ | High positive rake tool |
White nylon CNC machining specifics: Stick to the lightest finishing cuts possible (0.005–0.010″), higher speeds, and mist cooling. Any extra heat shows as discoloration or burns—test on scrap first.
These are starting points pulled from real machinist experience and guides (e.g., higher SFM ranges from PTSMake and Practical Machinist discussions; conservative 200–300 SFM from some plastic-specific sources). Always run test cuts—your machine rigidity, tool sharpness, and setup change everything.
For killer feeds/speeds calculators and more tweaks, hit up CNC Cookbook (their plastics section has great starting points) or nylon machining tips.
Get these right, and your nylon precision CNC machining parts come out clean, accurate, and melt-free—every time.
Real-World Case Studies
Real results beat theory every time. Here are three practical examples of nylon CNC machining in action—showing how the right techniques turn challenges into wins for performance, cost, and speed.
Case 1: Nylon CNC Machining Spur Gears – Noise Reduction & Tight Tolerances
A manufacturer needed lightweight spur gears to replace metal ones in a conveyor system. Metal gears were noisy, heavy, and wore out bearings fast. Switching to unfilled Nylon 6/6 cut weight dramatically and self-lubricated for quieter, smoother operation.
The key? Optimized high speeds (800–1000 SFM), low feeds, sharp polished carbide tools, and air blast to clear stringy chips without melting. Pre-drying stock prevented warping, achieving ±0.02mm tolerances on tooth profiles. Result: Gears ran 30–40% quieter, lasted longer under load, and slashed maintenance. Many automotive and industrial setups now use similar CNC machining nylon spur gears for noise/vibration damping—proven upgrade over steel.
Case 2: White Nylon CNC Machining Food-Grade Part Clean Finish Under Strict Rules
A food processing client required custom guides/chutes from white, food-grade nylon (often unfilled PA66 or certified cast Nylon 6) for FDA/NSF compliance. Heat and moisture were killers—any burns, yellowing, or swelling meant rejects and contamination risks.
Solution: Pre-anneal and dry stock thoroughly, use ultra-light finishing cuts (0.005–0.010″), high speeds, and light mist coolant to keep heat minimal. Sharp single-flute carbide + constant air blast avoided discoloration and marks on the bright white surface. Final parts delivered mirror-smooth finishes with no visible flaws, passed food-contact testing, and handled washdowns without warping. This approach is standard for white nylon CNC machining in food equipment—clean, durable, and compliant.
Case 3: Custom Nylon CNC Machining Prototype via China Factory – Rapid Turnaround
An engineer needed quick prototypes for testing nylon bushings and fittings before production. Local options were slow/expensive; a China-based CNC machining nylon factory delivered. They handled material sourcing (Nylon 6/6), pre-drying, and machining with high-speed setups—roughing fast, finishing light for precision.
Turnaround? 5–7 days from order to shipped parts, including free samples on initial runs. Tight tolerances held, no melting or warping issues thanks to proper parameters. This combo of low-cost, rapid custom nylon CNC machining (often with hybrid 3D printing for complex features) accelerates iteration—perfect for startups or design validation.
Watch this practical nylon machining demo on YouTube—real turning and milling with tips on chip control, heat avoidance, and common mistakes: Nylon Machining – Tips For Beginners!. It shows the gummy chips and heat issues live, plus fixes that match these cases.
These stories prove it: Dial in prep, tools, and parameters, and nylon CNC machining delivers lightweight, reliable parts faster and cheaper than metal—whether in-house or outsourced.
Finishes and Quality Control
Once your nylon CNC machined parts come off the machine, the right post-processing and checks turn good parts into great ones—smooth, consistent, and ready for real-world use. Nylon’s properties make finishing straightforward, but quality control is critical to catch moisture-related surprises.
Finish Options:
- As-machined — Often the go-to. With sharp tools, light finishing passes, and proper parameters, nylon delivers naturally smooth surfaces (Ra 0.8–3.2 μm typical) with a slight sheen. Great for functional parts like bushings or gears where appearance isn’t primary.
- Bead blasting — Light media blasting (e.g., glass beads) gives a uniform matte finish, removes minor tool marks, and improves aesthetics without changing dimensions much. Popular for industrial or consumer parts needing a clean, non-glossy look.
- Dyeing — Nylon absorbs dyes exceptionally well (especially unfilled grades). Submerge in hot dye baths for vibrant, uniform colors that penetrate deeply—no chipping like paint. Ideal for color-coding, branding, or matching assemblies.
- Polishing — For white nylon CNC machining or high-visibility parts, mechanical polishing (buffing wheels + compounds) or chemical polishing creates mirror-like clarity. Removes micro-scratches and enhances the bright white aesthetic for food-grade, medical, or decorative components. Combine with light mist during machining to minimize initial marks.
Quality Control Essentials:
Inspect early and often—nylon’s hygroscopic nature means dimensions can shift post-machining as moisture equilibrates.
- Tolerances — CMM (coordinate measuring machine) checks hit ±0.01–0.05 mm typical for well-controlled nylon precision CNC machining. Tighter possible with pre-drying, annealing, and stabilization.
- Moisture conditioning checks — Weigh parts before/after machining or use moisture analyzers; condition in controlled humidity (e.g., 50% RH) for 24–48 hours if critical. Re-measure to confirm stability.
- Surface finish — Profilometers verify Ra; visual inspection for burns, discoloration (especially white variants), or stringing marks.
- Functional tests — For gears or bushings, check fit, backlash, or runout under load.
Here are examples of finished nylon parts—polished white variants, dyed bushings, bead-blasted gears, and as-machined precision components:
Nail finishes and QC, and your nylon CNC machining parts not only perform—they look pro and stay dimensionally stable in the field.
Applications
Nylon’s killer combo of lightweight strength, low friction, self-lubrication, wear resistance, and electrical insulation makes it a powerhouse replacement for metals across multiple sectors. Here’s where nylon CNC machining delivers the biggest wins in real-world use.
Automotive
Nylon gears, bushings, timing chain guides, throttle linkages, and fuel system components shine here. They cut weight (often 50–70% vs. metal), reduce noise/vibration, run quieter without grease, and handle oil/fuel exposure. CNC machining nylon spur gears and bushings are common upgrades for smoother, longer-lasting drivetrains—many OEMs and aftermarket parts now spec PA66 for these.
Electronics
Excellent dielectric strength and non-conductive nature make nylon ideal for insulators, connectors, spacers, coil forms, and cable management parts. It withstands moderate heat and resists tracking—perfect for circuit boards, switches, and enclosures where metal would short or add weight.
Food Processing
White nylon CNC machining rules for guides, chutes, scrapers, rollers, and conveyor components. Food-grade unfilled or certified Nylon 6/6 (NSF/ANSI 51 or FDA-compliant) handles washdowns, resists bacteria buildup, and stays dimensionally stable. The bright white finish looks clean and professional—no discoloration with proper machining.
Industrial / General Engineering
Bearings, wear pads, rollers, cams, valve seats, and machine guards benefit from nylon’s abrasion resistance and low coefficient of friction. Self-lubricating properties cut downtime in conveyors, packaging lines, and material handling—often outlasting bronze or steel in dirty, high-wear environments.
Rapid Production Boost
For prototypes or low-volume runs, combine nylon 3D printing (SLS or MJF for complex geometries) with CNC machining (for tight tolerances and smooth finishes). Print rough shapes fast, then machine critical features—saves weeks vs. pure CNC from bar stock. Many engineers use this hybrid for quick iteration on gears, fittings, or custom bushings.
Nylon isn’t just a substitute—it’s often the better performer: lighter, quieter, cheaper to run, and longer-lasting when machined right.
20+ Precision Tips
Here’s the battle-tested checklist that separates clean, accurate nylon CNC machining runs from melted messes and scrap bins. These tips come straight from machinists who’ve dialed in everything from one-off prototypes to high-volume production—whether you’re a pro optimizing tolerances or a hobbyist firing up the mill for the first time.
- Always dry stock thoroughly before machining—oven at 80–100°C for 4–24 hours (thicker = longer) to minimize swelling and warping.
- Keep tools razor-sharp—replace or sharpen carbide/HSS frequently; dull edges = instant heat spike and gummy chips.
- Use high spindle speeds (600–1200 SFM depending on grade) to reduce dwell time and friction heat.
- Stick to moderate-to-low feeds (0.002–0.008 IPT) — avoid rubbing that builds heat.
- Run air blast constantly to evacuate long stringy chips before they wrap your tool or spindle.
- Prefer light mist coolant over flood—cools without adding moisture that nylon loves to absorb.
- Dry machining is fine for short finishing passes if chips clear well—no coolant risk.
- Pre-anneal large or stressed stock after roughing to relieve internal stresses and prevent post-machining distortion.
- Use climb milling whenever possible—better chip breaking, smoother finish, less stringing.
- Peck drill holes (or use high-helix/parabolic drills) to break stringy swarf in deeper features.
- For white nylon CNC machining, double down on light finishing passes (0.005–0.010″) and extra mist—any heat shows as yellowing or burns.
- Avoid heat sources on white stock: no aggressive roughing near the end, monitor tool temp, test cuts on scrap.
- Aim for ±0.01–0.05 mm tolerances with good prep; condition parts in controlled humidity post-machining and re-check.
- Use soft jaws, vacuum, or balanced fixturing—over-clamping distorts nylon easily.
- Climb mill profiles on gears or complex shapes for cleaner edges and reduced burrs.
- Hobbyists: Start with unfilled Nylon 6/6 (PA66)—best balance of machinability, stability, and availability.
- For filled grades (glass/mineral), drop speeds 30–50% to protect tools from abrasion.
- Rough aggressively (deeper cuts, higher feeds) then switch to light finishing for best surface and accuracy.
- Let parts stabilize 24–48 hours in shop environment before final inspection—moisture equilibration matters.
- Test every new setup on scrap first—nylon forgives less than metals when parameters are off.
- Keep workspace clean—stringy chips everywhere can cause re-wraps or tool crashes.
- For CNC machining nylon spur gears, prioritize concentric turning first, then precise milling of teeth with sharp tools.
- Store raw stock sealed and dry—nylon pulls moisture from air fast in humid shops (like many in Hong Kong!).
- When in doubt, slower feeds beat faster ones for heat control—better safe than melted.
These tips stack: sharp tools + high speed + air blast + light cuts = 90% of success in nylon precision CNC machining.
Apply even half of these, and your nylon CNC machining parts will run smoother, look cleaner, and hit tolerances without drama—pro or hobby level.
FAQs
Here are the most common questions machinists and engineers ask about nylon CNC machining, plus the tools that make life easier.
What are the best practices for nylon CNC machining services?
Always pre-dry stock (80–100°C oven, 4–24+ hours), use sharp polished carbide or high-positive-rake HSS tools, run high spindle speeds (600–1200 SFM), moderate feeds (0.002–0.008 IPT), and air blast or light mist coolant only—no flood. Climb mill, light finishing passes, and let parts stabilize post-machining. Anneal large/stressed parts to kill warping.
What are key nylon 66 precision CNC machining tips?
Nylon 66 (PA66) is more stable than Nylon 6—lower moisture absorption, higher rigidity—so push higher speeds (700–1000 SFM) and slightly deeper roughing cuts. Pre-dry rigorously, use balanced fixturing to avoid distortion, and condition parts in controlled humidity before final inspection for ±0.01–0.05 mm tolerances.
What are the main challenges in white nylon CNC machining?
Heat causes visible yellowing, discoloration, burns, or surface marks that ruin the clean white aesthetic (especially food-grade or visible parts). Fix it with ultra-light finishing cuts (0.005–0.010″), constant mist + air blast, sharp tools, high speeds, and test cuts on scrap. Any excess friction shows instantly—prevention is everything.
How do I get CNC machining nylon price/quotes from a China supplier?
China factories offer competitive pricing for bulk or rapid runs—often 30–60% lower than Western services for medium volumes. Upload CAD files to our website. Request quotes with material grade (e.g., Nylon 6/6), tolerances, finish, and quantity. Many provide free samples for first orders and fast turnaround (5–15 days).
Conclusion
You’ve now got the full playbook for nylon CNC machining: from picking the right grade (Nylon 6/6 shines for stability), mastering heat and moisture control, dialing in sharp tools + high speeds + air/mist coolant, nailing parameters for clean cuts, and applying pro tips to hit tight tolerances without melting, warping, or discoloration.
When done right, nylon delivers game-changing results—up to 7x lighter than steel equivalents, self-lubricating, wear-resistant, quieter, and often cheaper to run long-term. Gears, bushings, insulators, food-grade guides, prototypes—you name it, nylon precision CNC machining outperforms metal in the real world.
Ready to put this into action?
- Get instant quotes from fast, reliable services for quick-turn prototypes or small batches.
- For lower costs and rapid bulk/medium runs, reach out to nylon CNC machining suppliers and factories in China—many offer free samples, fast lead times (5–15 days).
Upload your CAD, specify grade and tolerances, and compare options to find the best fit.
Got a specific challenge—white nylon burns, tight gear tolerances, moisture warping, or sourcing quotes? Drop it in the comments below. I’ll give you tailored advice to solve it fast.
Master nylon, and you’ll build lighter, tougher, quieter parts that just work—every time.
Thanks for reading—now go machine something awesome!




