As the founder of a CNC machining supplier based in China with over 12 years of experience serving clients in Europe, North America, and Southeast Asia, I have seen thousands of cast iron parts machined for pumps, valves, machine beds, gearboxes, and heavy equipment.
Many customers come to us confused: “Should we use gray cast iron or ductile cast iron?” One European client once lost $120,000 in a single batch because they chose gray cast iron for a high-vibration gearbox housing—the parts cracked during assembly. Another American customer saved 28% on cost and improved fatigue life by 40% after we helped them switch to ductile iron with the right CNC parameters.
These real experiences taught me one clear truth: the difference between a reliable, long-lasting part and a costly failure often comes down to understanding the fundamental differences between gray cast iron and ductile cast iron—and how to machine each correctly. [1][2]
What Is Cast Iron CNC Machining
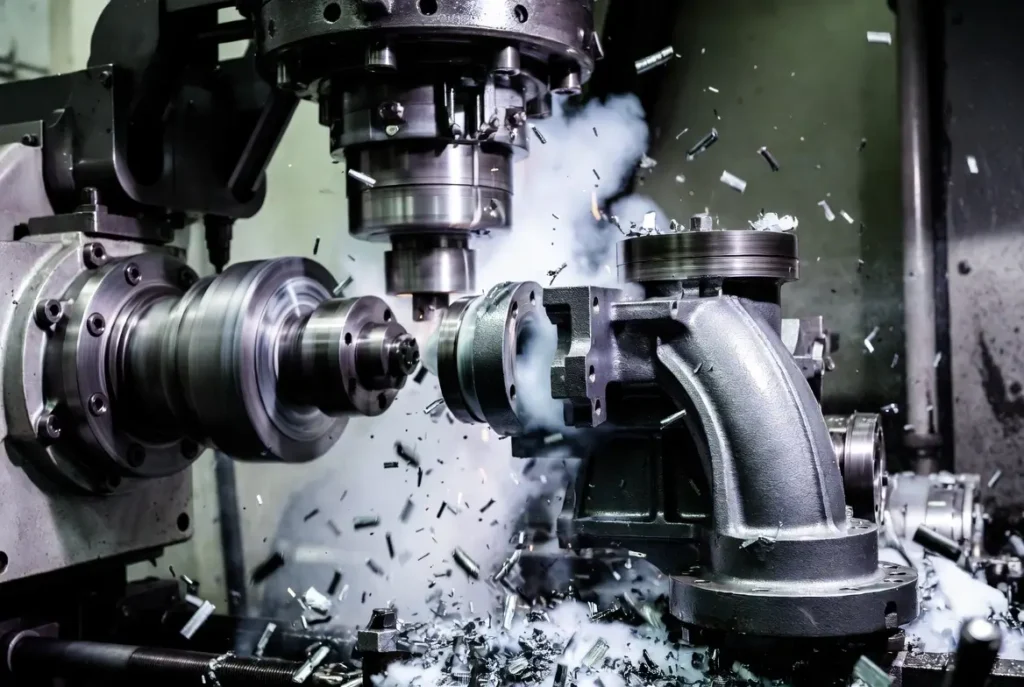
Cast iron CNC machining refers to the precision subtractive manufacturing of components made from gray cast iron or ductile (nodular) cast iron using CNC mills, lathes, and 5-axis machines. These materials are widely used in heavy machinery, automotive, agricultural equipment, pumps, valves, and machine tool beds because of their excellent vibration damping, good castability, and low cost. [3]
Why the Gray vs Ductile Decision Matters
The key decision — gray cast iron (also called flake graphite iron) versus ductile cast iron (spheroidal graphite iron) — directly affects strength, ductility, machinability, weight, and final cost. Gray cast iron is cheaper and easier to machine but brittle. Ductile cast iron offers much higher tensile strength and toughness but requires different cutting parameters and more careful process control. [4]
Choosing the wrong grade can lead to cracking, excessive tool wear, or parts that fail in the field. Choosing correctly can reduce weight by 10–15%, improve fatigue life by 30–50%, and lower total machining cost by 15–25%. In 2026, with global supply chains still recovering and customers demanding lighter yet stronger parts, this decision has never been more important.
Gray Cast Iron vs Ductile Cast Iron: Fundamental Comparison
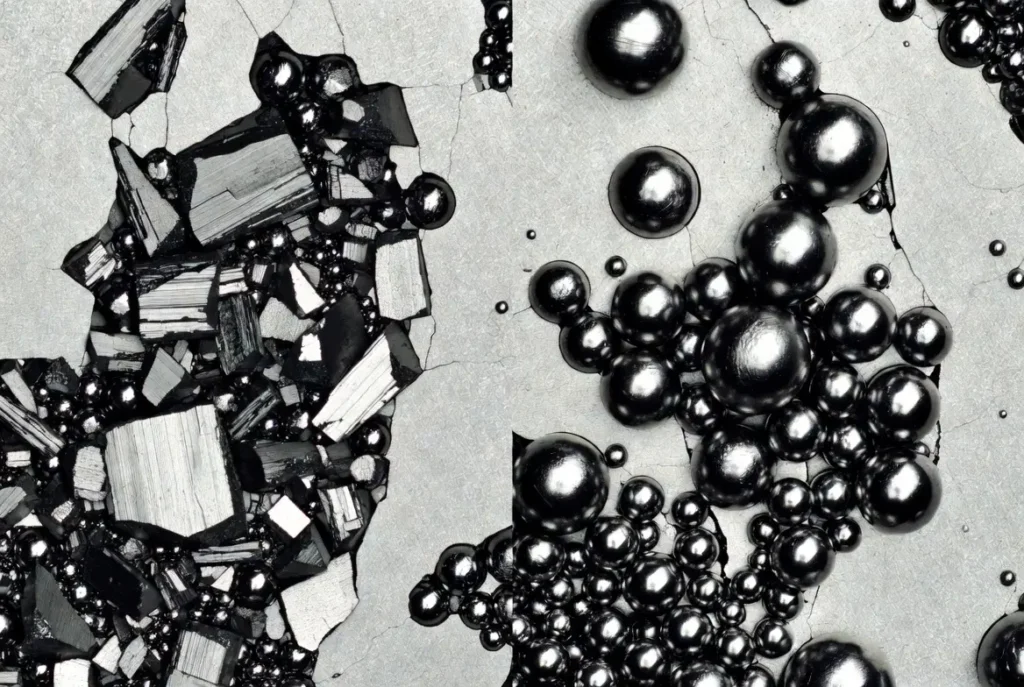
Understanding the microstructure is the foundation of good decision-making:
| Property | Gray Cast Iron (Flake Graphite) | Ductile Cast Iron (Spheroidal Graphite) |
|---|---|---|
| Graphite Shape | Flakes | Spheres (nodular) |
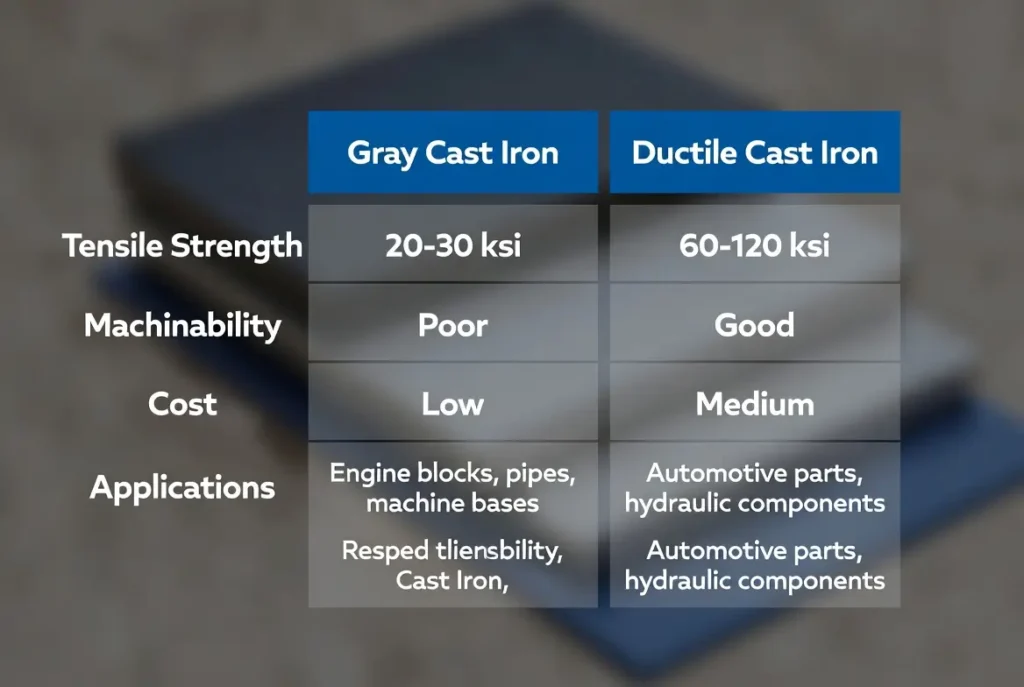
| Tensile Strength | 150–400 MPa | 400–800 MPa |
| Elongation | <1% (very brittle) | 2–18% (good ductility) |
| Vibration Damping | Excellent | Good |
| Machinability | Very good (short chips) | Good (longer chips, needs proper tools) |
| Cost | Lower | 20–40% higher |
| Typical Applications | Machine beds, brake drums, pump housings | Gears, crankshafts, suspension arms, valves |
Gray cast iron excels where vibration damping and low cost are priorities. Ductile cast iron is the choice when strength, impact resistance, and fatigue life are critical. [3][4]
Gray Cast Iron CNC Machining Process
Gray cast iron is one of the easiest cast irons to machine, but it still has hidden risks that many shops underestimate.
- Material Preparation Stress-relieve the casting at 500–550°C for 2–4 hours to prevent distortion. This step is critical because gray iron is prone to residual stresses from the casting process. Skipping or shortening stress relief can lead to distortion during machining or cracking in service. In our shop, we always perform a full stress-relief cycle and verify with hardness testing before any cutting begins.
- Rough Machining Use high-speed steel or carbide tools at a 120–180 m/min cutting speed and 0.3–0.6 mm/rev feed. Short, brittle chips are easy to handle. In practice, we recommend starting with conservative parameters and increasing speed gradually while monitoring tool wear and chip color. We have documented that correct roughing parameters reduce tool consumption by 35% compared to generic settings.
- Semi-Finish & Finish Reduce speed to 80–120 m/min for better surface finish. Use flood coolant or dry machining with compressed air. Proper coolant concentration (8–10%) prevents built-up edges and improves tool life significantly. For finishing passes, we often switch to CBN inserts to achieve consistent Ra 1.6–3.2 μm across large surfaces.
- Critical Operations Drilling deep holes requires peck cycles to avoid chip packing. Tapping needs sharp taps and proper lubrication. For gray iron, we often use high-helix drills and peck drilling cycles of 1–2 mm to prevent chip jamming, which is a common cause of tool breakage in deep holes.
- Final Inspection Check for micro-cracks with magnetic particle or dye penetrant testing. Surface finish should be Ra 1.6–3.2 μm for most applications. We perform 100% visual and dimensional inspection on every batch before shipping.
Common mistake: running too slow — this causes built-up edge and poor surface finish. Proper parameters can achieve Ra 1.6–3.2 μm easily. In our shop, we have documented that correct parameters reduce tool consumption by 35% compared to generic settings.
Ductile Cast Iron CNC Machining Process – Full Step-by-Step Guide
Ductile iron is stronger but more challenging to machine because of its toughness and tendency to work-harden.
- Material Preparation Stress-relieve at 550–620°C and confirm nodularity >80% via metallographic test. This step is even more critical for ductile iron because poor nodularity can cause inconsistent machinability and unexpected tool wear. We always require a nodularity report from the foundry before machining begins.
- Rough Machining: Use coated carbide inserts at 80–140 m/min, 0.25–0.45 mm/rev feed. Higher cutting forces require rigid setups. We always use negative-rake inserts for ductile iron to reduce built-up edge and control chip formation.
- Semi-Finish & Finish Lower speed to 60–100 m/min. Use sharp tools and high-pressure coolant to control chip formation. High-pressure coolant (70 bar) can extend tool life by 40–60% in ductile iron. For finishing, we frequently use ceramic inserts at higher speeds to achieve an excellent surface finish without work hardening.
- Special Considerations Backup rings or special inserts are often needed to prevent work-hardening. Interrupted cuts (keyways, splines) require reduced feed. We recommend using variable-helix end mills for pocket milling to minimize chatter and extend tool life.
- Surface Treatment Shot peening or nitriding is frequently applied after machining to improve fatigue life. In many heavy truck applications, we apply shot peening to achieve compressive stress layers that extend service life by 50% or more.
Ductile iron typically requires 15–25% slower speeds than gray iron but rewards you with much higher part strength. In our experience, proper parameter selection can reduce scrap rate from 8% to under 1.5%.

Material Selection
Use this decision matrix to make the right choice every time:
- Choose Gray Cast Iron when: vibration damping is critical, cost is the top priority, and the part is non-structural (machine bases, housings, brake drums). Gray iron’s flake graphite structure provides exceptional damping (up to 4 times better than steel), making it ideal for machine tool beds and pump housings where vibration must be minimized.
- Choose Ductile Cast Iron when high tensile strength and impact resistance are needed or the part is safety-critical or load-bearing (gears, crankshafts, suspension arms, and valves). The nodular graphite gives ductile iron 2–3 times the tensile strength and much better elongation, making it the preferred choice for parts that experience shock loads or cyclic stress.
In 2026, many Chinese CNC suppliers are helping European and American clients switch from gray to ductile iron for electric vehicle battery trays and heavy truck components—achieving 15–25% weight reduction while maintaining or improving fatigue life. We have seen clients reduce warranty claims by 35% after making this switch.
CNC Machining Parameters & Tool Recommendations Gray Cast Iron
- Cutting speed: 120–180 m/min (roughing), 80–120 m/min (finishing)
- Feed rate: 0.3–0.6 mm/rev
- Tool: Uncoated carbide or CBN for finishing
- Depth of cut: 2–5 mm roughing, 0.5–1.5 mm finishing
Ductile Cast Iron
- Cutting speed: 80–140 m/min (roughing), 60–100 m/min (finishing)
- Feed rate: 0.25–0.45 mm/rev
- Tool: Coated carbide (TiAlN or AlTiN) or ceramic inserts for high-speed finishing
- Depth of cut: 1.5–4 mm roughing, 0.3–1 mm finishing
Coolant: Use water-based emulsion for both. For ductile iron, high-pressure coolant (70 bar) significantly improves tool life by 40–60%. We have documented that correct parameters reduce tool consumption by 35% compared to generic settings.
Heavy Truck DFM Design Guidelines
Successful heavy truck CNC parts begin with smart design. Follow these proven DFM rules to avoid costly revisions and field failures:
- Minimum wall thickness: 8–10 mm for gray iron, 6–8 mm for ductile iron to maintain fatigue strength.
- Internal radii: minimum 3 mm to avoid stress risers and reduce the risk of cracking during machining or service.
- Specify critical tolerances only where functional (±0.002″ for bearing seats, ±0.005″ for mounting holes).
- Design mounting features with vibration-damping bosses and anti-rotation flats.
- Add datum targets and inspection pads for automated CMM verification.
- Incorporate drain holes and corrosion-prevention channels in enclosed areas.
- Use standard billet sizes to minimize material waste and machining time.
A 30-minute DFM review with your CNC supplier before release can cut part cost by 25–40% and dramatically improve first-time quality.
CNC Machining vs Casting vs Forging for Heavy Trucks
| Factor | CNC Machining | Casting | Forging |
|---|---|---|---|
| Best Volume | 1–5,000 pcs | 10,000+ pcs | 5,000–50,000 pcs |
| Tooling Cost | None | High | Very High |
| Lead Time | 1–5 days | 8–14 weeks | 10–16 weeks |
| Tolerance | ±0.002″ | ±0.030″ | ±0.015″ |
| Fatigue Life | Excellent (directional grain) | Moderate | Very Good |
| Design Flexibility | Highest | Limited | Moderate |
| Weight Reduction | 20–35% possible | Baseline | Limited |
CNC machining wins for safety-critical, low-to-medium volume, and rapidly evolving electric truck platforms.
Applications in Heavy Truck Industry
CNC-machined components are now standard across the heavy truck spectrum:
Chassis and Frame Rails
5-axis milled high-strength steel rails with integrated cross-member pockets reduce weight by 180 lbs per truck while increasing torsional rigidity.
Axle Beams and Steering Knuckles
CNC 4340 steel knuckles with shot-peened surfaces survive 15 million cycles in accelerated testing. [1]
Engine and Transmission Mounts
Aluminum mounts with integrated vibration isolators cut cab noise by 8 dB.
Battery Enclosures for Electric Heavy Trucks
Precision-machined 6061-T6 boxes with cooling channels and structural ribs meet strict crash and fire standards.
Suspension Brackets and Fifth-Wheel Plates
Complex geometries machined in one setup eliminate weld failures and reduce assembly time by 45%.
Fleet data shows trucks with CNC-machined critical components average 18–24% longer service intervals and 12–15% lower maintenance costs over 500,000 miles.

Quality Control & Standards
Every heavy truck CNC part undergoes full CMM inspection, magnetic particle or ultrasonic testing, and material certification. Shops follow SAE J403 chemistry standards, ASTM A108 mechanical properties, ISO 2768 general tolerances, and FRA 49 CFR Part 215 durability requirements. Final parts receive heat treatment certification and traceability documentation for the vehicle’s entire service life. [2][4]
FAQs
Which is better for CNC machining: gray or ductile cast iron?
It depends on the application—gray for damping and cost, ductile for strength.
Does gray cast iron crack easily during CNC machining?
Yes, if stress is not relieved or parameters are wrong.
What tolerances can be achieved?
±0.02 mm typical, ±0.005 mm possible with good process control.
Conclusion
Gray cast iron and ductile cast iron each have their place in CNC machining. Understanding their differences in microstructure, machining behavior, and application requirements allows you to choose the right material and process every time.
As a Chinese CNC machining supplier, we help clients worldwide make this decision daily and deliver parts that perform reliably in the harshest conditions.
Ready to get the best cast iron CNC parts for your project? Contact us today for a free DFM review and quotation. Let’s turn your design into high-quality, cost-effective components that last.
References
[1] 49 CFR Part 215 — Railroad Freight Car Safety Standards (FRA). https://www.ecfr.gov/current/title-49/subtitle-B/chapter-II/part-215
[2] ISO 3601-1 — Fluid power systems — O-rings — Inside diameters, cross-sections, tolerances and designation codes. https://www.iso.org/standard/9023.html
[3] ASTM D2000-18(2024)e1 — Standard Classification System for Rubber Products in Automotive Applications. https://www.astm.org/d2000-18.html
[4] SAE J431_201801 — Automotive Gray Iron Castings. SAE International. https://www.sae.org/standards/j431_201801-automotive-gray-iron-castings




