In today’s competitive product development environment, CNC precision parts serve as the invisible backbone of innovation across aerospace, medical devices, automotive, electronics, robotics, and defense industries. As products become smaller, more complex, and subject to ever-stricter safety and performance standards, the demand for CNC precision parts with tolerances as tight as ±0.001 mm (±0.00004 in) has exploded dramatically.
Whether you need a single functional prototype or 100,000 production pieces, understanding every aspect of CNC precision parts manufacturing — from raw material selection and tooling strategies to DFM principles, quality control, real-world applications, cost factors, challenges, and emerging technologies — is essential for reducing lead times, cutting costs, and avoiding expensive redesigns.
This comprehensive guide compiles insights from industry standards, academic case studies, and practical manufacturing experience across multiple CNC shops to give engineers and procurement teams everything they need to specify, design, and source high-quality CNC precision parts with complete confidence.
What Are CNC Precision Parts?
CNC precision parts are components produced through computer numerical control subtractive manufacturing. The process starts with a solid block of metal, plastic, or composite material. CNC machines follow exact toolpaths generated from your CAD file, removing material layer by layer to achieve exceptional dimensional repeatability and surface finish.
The key distinction from conventional manual machining lies in full automation and digital control. Once the program is verified, the same G-code can run continuously with minimal operator intervention, producing identical CNC precision parts from the first prototype to the 100,000th production piece. This level of consistency is why CNC precision parts dominate mission-critical applications where even a 0.01 mm deviation could cause failure—such as turbine blades in jet engines or bone screws in orthopedic implants.
Accuracy (how close the part is to the true dimension) and precision (how repeatable the process is) are both critical. Modern CNC equipment routinely delivers both at levels that traditional methods simply cannot match, making CNC precision parts the preferred choice for engineers who demand reliability across low- and high-volume runs. The process supports complex geometries that would be impossible or extremely costly with other manufacturing methods while maintaining tight tolerances and excellent surface finishes up to Ra 0.8 µm or better.
The CNC Precision Parts Machining Process
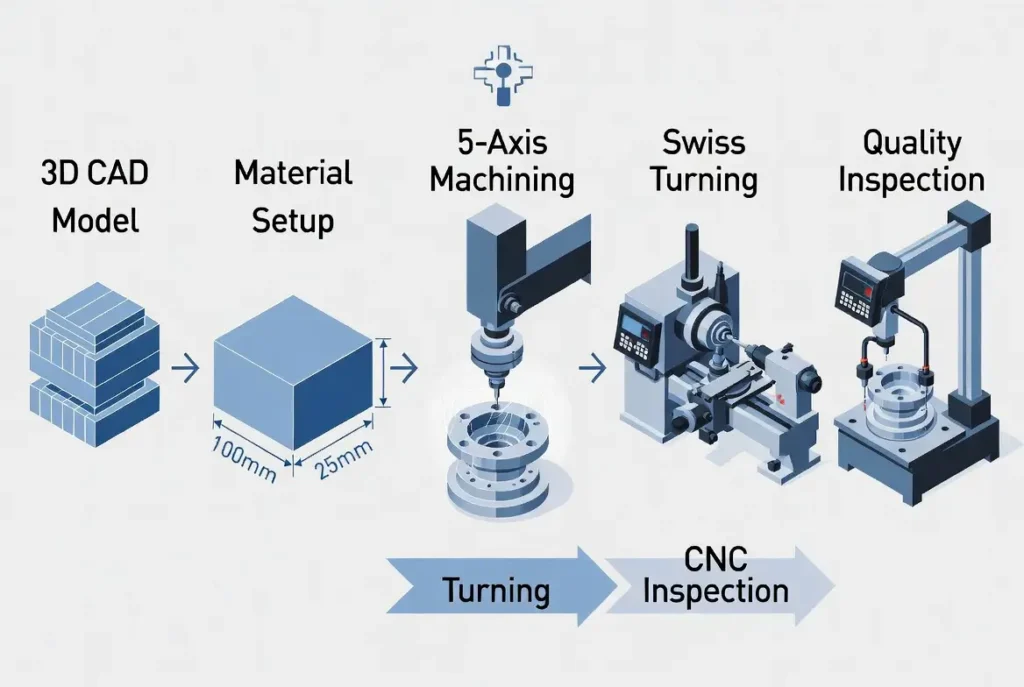
Producing reliable CNC precision parts follows a disciplined, six-step workflow. Each stage is optimized for precision, efficiency, and scalability.
Design and Programming
The journey begins with a detailed 3D CAD model. CAM software analyzes the geometry, selects optimal tools, calculates feeds and speeds, and generates collision-free toolpaths and G-code. Advanced simulation software verifies the entire program for deflection, vibration, and cycle time before any metal is cut, preventing costly mistakes on the shop floor. This step is crucial for CNC precision parts because any error in toolpath planning can lead to scrapped material or out-of-tolerance features.
Material Selection and Setup
Raw stock is chosen based on mechanical properties (tensile strength and hardness), thermal stability, corrosion resistance, and cost. The billet is then securely fixtured using vacuum tables, precision vises, or custom soft jaws to eliminate any movement during high-speed operations. Proper fixturing is critical — even 0.01 mm of deflection can destroy tight tolerances. Material selection for CNC precision parts often involves balancing machinability with end-use requirements, such as lightweight aluminum for aerospace brackets or corrosion-resistant stainless steel for medical implants.
CNC Milling (3-, 4-, and 5-Axis)
Multi-axis milling centers use rotating end mills to create complex pockets, contours, slots, and 3D surfaces. 5-axis simultaneous machining is especially powerful for CNC precision parts, enabling undercuts and compound angles in a single setup. Typical parameters for aluminum include spindle speeds of 12,000–20,000 RPM and feed rates of 1,000–5,000 mm/min; titanium requires slower speeds (3,000–8,000 RPM) and specialized high-pressure coolant to manage heat buildup. 5-axis capability reduces setups, improves accuracy, and allows for more complex geometries in CNC precision parts.
CNC Turning and Swiss Lathe Operations
For cylindrical or high-volume CNC precision parts, CNC lathes and Swiss-type automatic lathes excel. The workpiece rotates against fixed or live tools, achieving concentricity within ±0.0005 mm. Swiss machines are particularly effective for long, slender components (diameter-to-length ratios exceeding 10:1) because the guide bushing supports the material directly at the cutting zone, virtually eliminating deflection. Common Swiss-turned CNC precision parts include screws, pins, bushings, shafts, connectors, fasteners, and precision-turned parts for high-volume production.
Drilling, Boring, EDM, and Secondary Operations
Additional processes include peck drilling for deep holes, precision boring bars for internal diameters, gun drilling for holes deeper than 10× diameter, EDM for micro-features or hardened materials, heat treatment, deburring, polishing, anodizing, passivation, plating, or assembly. These steps ensure CNC precision parts meet both dimensional and functional requirements, including secondary operations like honing or broaching for ultra-precise features.
Quality Control and Inspection
Final verification employs coordinate measuring machines (CMM), optical comparators, surface roughness testers, thread depth gauges, and non-destructive testing (NDT). Many facilities perform 100% inspection on critical features and supply full PPAP or First Article Inspection reports for regulated industries. Quality control for CNC precision parts often includes statistical process control (SPC) to maintain consistency across batches.
Tooling for CNC Precision Parts
Tool selection and strategy are critical to achieving tight tolerances and efficient cycle times in CNC precision parts production. Key considerations include carbide end mills (0.5–50 mm diameters), ceramic/CBN inserts for hardened steels, TiAlN/AlTiN/DLC coatings that extend tool life 3–5 times, live tooling on Swiss lathes, gun drills for deep holes, and EDM electrodes. High-pressure through-spindle coolant and optimized toolpaths minimize heat and deflection.
Materials for CNC Precision Parts
Material selection directly affects machinability, cost, strength, weight, corrosion resistance, and performance. Common families include aluminum 6061/7075 (excellent machinability, high strength-to-weight), stainless steels 316L/17-4PH (corrosion resistance), titanium Grade 5 (biocompatibility and high-temperature strength), and engineering plastics like PEEK/Delrin (chemical resistance and low friction). Prototyping allows quick material switches without tooling changes.

Tolerances, Accuracy, and Quality Control
Modern 5-axis CNC centers hold ±0.001 mm linear tolerances and ±0.0005 mm on critical bores, with surface finishes to Ra 0.8 µm [3] [4]. ISO 9001/AS9100 systems plus CMM and SPC ensure traceability.
Major Advantages of CNC Precision Parts
Exceptional accuracy/repeatability, zero-tooling scalability, wide material/geometry compatibility, minimal waste, and cost-effectiveness across volumes.
Industries and Real-World Applications of CNC Precision Parts
CNC precision parts power demanding sectors: aerospace (turbine blades with ±0.001 mm tolerances and engine manifolds), medical (bone screws, implants), automotive/EV (fuel injectors and battery housings), electronics, robotics (heat sinks and connectors); and defense (valve bodies and hydraulic fittings).
Structural and Design Guidelines for CNC Precision Parts
DFM reduces cost and lead time by 30–50%. Key rules: uniform wall thickness (minimum 0.8 mm for metals), generous fillets/radii (≥0.5 mm), tolerances only where needed, features matched to standard tool diameters, pocket depth limited to 3–5× tool diameter, and optimized machining orientation to minimize setups [1].
Cost Factors Influencing CNC Precision Parts
Pricing depends on material (titanium costs 5–10× aluminum), part complexity (more setups = higher cost), tolerances (tighter = more inspections), quantity (high volume lowers per-piece price), and secondary operations. Simple aluminum prototypes cost $50–$200; complex titanium production runs are quoted per project. Early DFM feedback can reduce costs by 20–40%.
Common Challenges in CNC Precision Parts Production and Solutions
Challenges include tool deflection (solved with rigid fixturing), heat buildup in titanium (high-pressure coolant), warping in thin walls (uniform thickness), and deep-hole drilling (gun drills/EDM). Proper CAM simulation and material-specific parameters eliminate most issues before machining starts.
Case Studies in CNC Precision Parts
In aerospace, a 5-axis titanium manifold achieved ±0.0005 mm internal channels, cutting weight 30%. In medical, PEEK hearing aid housings met biocompatibility with Ra 0.8 µm finish [2]. Automotive fuel injectors in stainless steel scaled to 50,000 units with zero defects via Swiss turning.
Choosing the Right CNC Machining Partner
Seek ISO/AS9100 certification, rapid DFM feedback, 5-axis, Swiss capability, and scalability.
Recent Advancements and the Future of CNC Precision Parts (2026 Trends)
Simultaneous 5-axis, AI toolpath optimization, lights-out robotic cells, and hybrid additive-subtractive processes are pushing tolerances to ±0.0002 mm and lead times to days. 2026 will see wider adoption of diamond-coated tools and real-time SPC monitoring.
FAQs about CNC Precision Parts
What tolerances can CNC precision parts actually achieve?
Standard tolerances follow ISO 2768 medium class, typically ±0.001 mm for linear dimensions [4]. For critical features, tighter tolerances of ±0.0005 mm are achievable per ASME Y14.5 standards [3], depending on material, geometry, and machine capability. In practice, 5-axis machines can hold ±0.0002 mm on bores with proper tooling and environmental control (temperature ±1°C). This level is common in aerospace and medical applications where failure is not an option. Always specify tolerances only where functionally required to avoid unnecessary cost increases.
Which materials are best for CNC precision parts?
Aluminum 6061/7075 offers excellent machinability and a high strength-to-weight ratio for aerospace brackets and heat sinks. Stainless steel 316L/17-4PH provides superior corrosion resistance for medical implants and food-grade components. Titanium Grade 5 excels in biocompatibility and high-temperature strength for turbine blades and orthopedic implants. Engineering plastics like PEEK and Delrin deliver chemical resistance and low friction for semiconductor and gear applications. Prototyping teams frequently switch materials quickly without new tooling to validate performance.
How fast can I get CNC precision parts?
Prototypes are typically delivered in 3–7 days with instant quoting systems providing exact lead times immediately. Production quantities usually take 1–3 weeks depending on complexity and quantity. High-volume runs benefit from Swiss lathe automation, which can achieve daily output of thousands of parts. Many shops offer expedited 24–48 hour turnaround for urgent prototypes when DFM feedback is applied early.
Is CNC machining suitable only for prototypes or also for high-volume production?
CNC machining scales seamlessly from 1 piece to 1,000,000+ without any dedicated tooling investment, making it ideal for both prototyping and full production. Swiss lathes and multi-axis cells enable lights-out operation for high volumes while maintaining the same tight tolerances and repeatability as single prototypes.
What is the difference between CNC milling and CNC turning?
Milling uses rotating cutters to create complex 3D shapes, pockets, and contours, excelling at prismatic parts. Turning spins the workpiece against a fixed cutter and is ideal for cylindrical or rotationally symmetric components. Swiss turning adds a guide bushing for ultra-slender parts, achieving concentricity within ±0.0005 mm — perfect for high-volume screws and pins.
How does DFM feedback help reduce cost?
DFM analysis identifies issues such as sharp internal corners, thin walls below 0.8 mm, or over-toleranced features before machining starts [1]. Simple adjustments like adding fillets (minimum 0.5 mm) or limiting pocket depth to 3–5× tool diameter can cut machining time and cost by 20–50%. Early DFM review also optimizes material orientation to minimize setups and tool changes.
How much do CNC precision parts typically cost?
Cost depends on material, complexity, quantity, and tolerance requirements. A simple aluminum prototype may cost $50–$200. High-volume titanium parts or complex 5-axis components are quoted per project but benefit from economies of scale. Instant online quoting systems provide precise figures in seconds, and DFM suggestions can reduce the final price by 20–40%.
What common products are made with CNC precision parts?
Typical products include bone screws and orthopedic implants (medical), turbine blades and engine manifolds (aerospace), fuel injectors and battery housings (automotive/EV), heat sinks and connectors (electronics/robotics), and valve bodies, hydraulic fittings, gears, and pen barrels (defense/industrial). These components demand the precision and repeatability only CNC can deliver at scale.
Summary
CNC precision parts combine unmatched precision, material versatility, rapid scalability, and cost-effectiveness. By mastering the complete manufacturing process, tooling strategies, DFM principles, achievable tolerances, quality standards, cost factors, challenges, and future trends detailed above, you can confidently design and source reliable CNC precision parts that meet or exceed your most demanding requirements — whether for a single prototype or full-scale production.
If you have a design ready, uploading your CAD file today is the fastest way to receive an instant quote and expert DFM feedback for your CNC precision parts project.
References
[1] Precision Machined Products Association (PMPA). Designer’s Guide. https://www.pmpa.org/designersguide/
[2] Markopoulos, A.P. et al. (2018). “Precision CNC Machining of Femoral Component of Knee Implant: A Case Study.” Machines, 6(1), 10. https://www.mdpi.com/2075-1702/6/1/10
[3] ASME Y14.5-2018 – Dimensioning and Tolerancing. https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing
[4] ISO 2768-1:1989 – General tolerances for linear and angular dimensions. https://www.iso.org/standard/46015.html




