As the founder of a CNC machining supplier based in China with over 12 years of experience serving clients in the Middle East, North Sea, Gulf of Mexico, and Southeast Asia oil & gas sectors, I have machined thousands of critical components for downhole tools, Christmas trees, subsea valves, manifolds, and pipeline fittings.
Many customers come to us with the same high-stakes question: “Which material should we choose — Inconel 625/718, Hastelloy C276, Duplex 2205/2507, or standard carbon steel?” One Middle East operator lost over $450,000 in a single well because they chose standard carbon steel for a high-pressure H₂S environment—the parts suffered severe sulfide stress cracking within 4 months. Another North Sea client reduced total lifecycle cost by 38% and extended service life from 5 to 12 years after we guided them to switch to Super Duplex 2507 with optimized CNC parameters and DFM adjustments.
These real experiences taught me one clear truth: in the oil & gas industry, the difference between a reliable, leak-free component and a catastrophic failure often comes down to understanding the fundamental differences between corrosion-resistant alloys and carbon steel — and how to machine each correctly under extreme pressure, temperature, and sour service conditions. [1][2]
Oil & Gas CNC Parts Characteristics and Challenges
Oil & gas CNC machined parts must withstand extreme conditions: pressures up to 15,000 psi, temperatures from -40°C to 200°C+, H₂S and CO₂ corrosion, sand erosion, and constant vibration. Typical components include valve bodies, choke beans, wellhead connectors, downhole tools, manifold blocks, and pipeline flanges.
The main challenges are:
- Sulfide stress cracking (SSC) in sour service [2]
- Pitting and crevice corrosion in seawater
- High-cycle fatigue from pressure fluctuations
- Tight tolerances for sealing surfaces (±0.002″ or better)
- Full traceability and NACE MR0175 / ISO 15156 compliance
Choosing the wrong material or machining process can lead to catastrophic failure, environmental incidents, and millions in downtime costs. That’s why material selection and DFM are critical. [1]

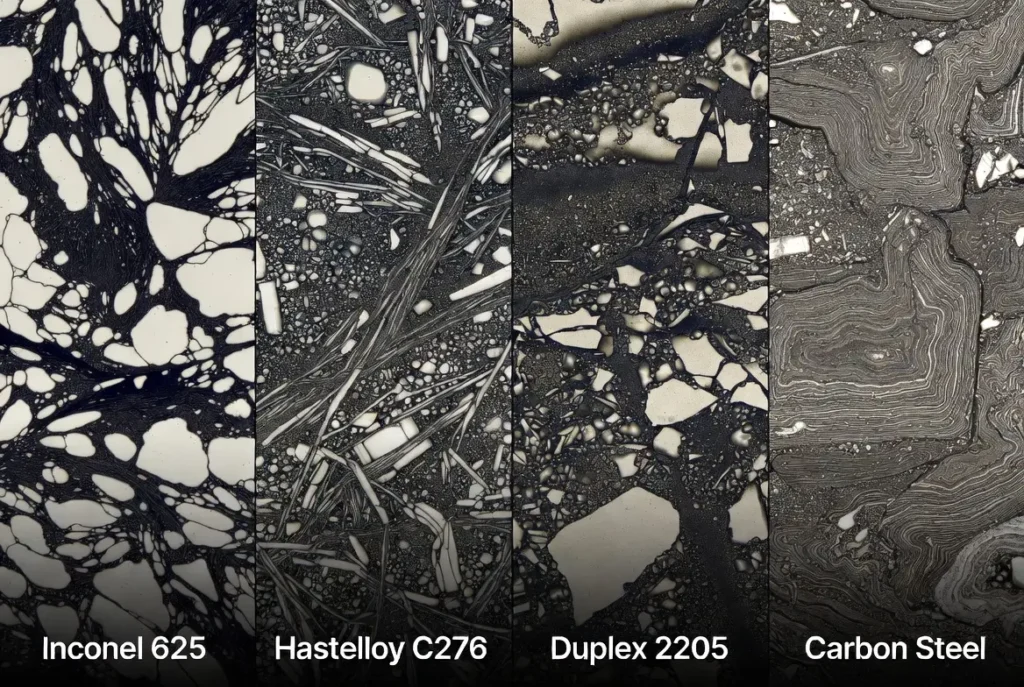
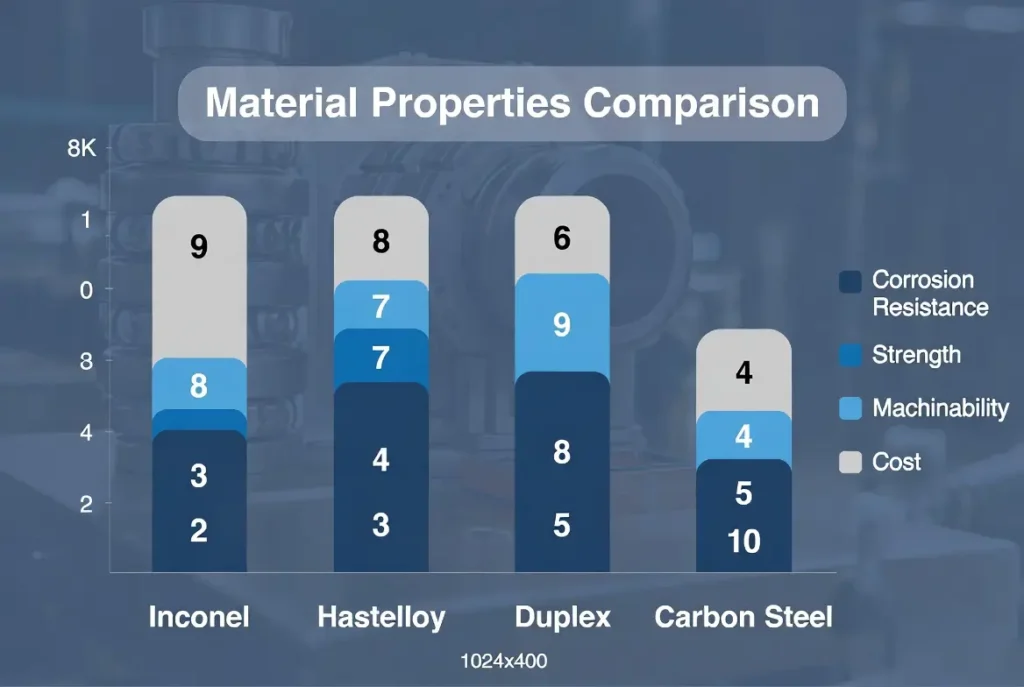
Common Materials Comprehensive Comparison
Here is the practical comparison used by most oil & gas OEMs and EPC contractors:
| Material | Corrosion Resistance (H2S/CO2) | Max Temp | Tensile Strength | Machinability | Cost per kg | Typical Oil & Gas Use |
|---|---|---|---|---|---|---|
| Inconel 625 | Excellent | 980°C | 827 MPa | Moderate | Very High | Subsea valves, manifolds, downhole tools |
| Inconel 718 | Excellent | 700°C | 1,379 MPa | Moderate | Very High | High-pressure wellhead connectors |
| Hastelloy C276 | Outstanding | 1,093°C | 690 MPa | Difficult | Extremely High | Sour service piping, chemical injection |
| Duplex 2205 | Very Good | 300°C | 620 MPa | Good | Medium | Pipeline fittings, flowlines |
| Super Duplex 2507 | Excellent | 300°C | 800 MPa | Moderate | High | Subsea equipment, risers |
| Carbon Steel (AISI 4130) | Poor (needs coating) | 400°C | 670 MPa | Excellent | Low | Structural supports, non-sour applications |
Inconel and Hastelloy dominate sour service and high-temperature applications. [3] Duplex/Super Duplex offer the best cost-performance balance for moderate corrosion. [2] Carbon steel is used only in sweet service or with heavy coatings.
Inconel / Hastelloy CNC Machining Process
High-nickel alloys are tough to machine due to work-hardening and high heat generation. The process requires careful control at every stage.[3]
- Material Preparation Stress-relieve at 870–980°C, followed by rapid cooling to restore properties. This step is essential because Inconel and Hastelloy can develop residual stresses during forging or casting that lead to distortion or cracking if not relieved.
- Rough Machining Use coated carbide or ceramic inserts at 20–40 m/min, very light feed (0.05–0.15 mm/rev), and high-pressure coolant (100+ bar). Rigid setups are essential to prevent chatter and tool breakage.
- Semi-Finish & Finish Reduce speed to 15–30 m/min with sharp CBN tools. Constant tool engagement is critical to avoid work-hardening. We often use trochoidal milling paths to maintain consistent chip load.
- Critical Operations Thread milling is preferred over tapping. Peck drilling is mandatory for deep holes. For Inconel 718, we use ceramic inserts at higher speeds for finishing to achieve Ra 0.4 μm sealing surfaces.
- Final Inspection: Dye penetrant and hardness testing after machining. PMI (Positive Material Identification) is performed on every part to ensure chemistry compliance. [3]
Common mistake: using standard tools — they fail in minutes. With proper ceramic/CBN inserts and parameters, tool life can reach 20–40 minutes per edge.
Duplex / Super Duplex CNC Machining Process
Duplex grades require careful control of heat input to maintain the 50/50 austenite-ferrite balance. [2]
- Material Preparation Solution is annealed at 1,040–1,120°C followed by rapid quenching. This restores the phase balance and prevents sigma phase formation.
- Rough Machining Coated carbide at 60–100 m/min, 0.15–0.3 mm/rev feed. Higher cutting forces require rigid setups.
- Semi-Finish & Finish 40–80 m/min with high-pressure coolant. Avoid excessive heat to prevent sigma phase formation. We monitor interpass temperature strictly.
- Special Considerations Use low feed rates in interrupted cuts to prevent work-hardening. For Super Duplex 2507, we often add a final passivation step after machining.
- Surface Treatment Pickling and passivation are standard after machining to restore corrosion resistance.
Carbon Steel CNC Machining Process
Carbon steel is the easiest and most cost-effective for non-corrosive environments.
- Material Preparation Stress-relieve at 550–650°C if needed for tight tolerances. This step is important for parts that require precise flatness or tight bore tolerances.
- Rough Machining Standard carbide at 150–250 m/min, 0.3–0.6 mm/rev feed. Chips are long and easy to manage. We can run much higher speeds than with corrosion-resistant alloys.
- Semi-Finish & Finish 100–180 m/min with flood coolant. Excellent surface finish (Ra 0.8–1.6 μm) is easy to achieve. We often use high-helix end mills for pocket milling to achieve excellent chip evacuation.
- Critical Operations Deep-hole drilling and tapping are straightforward with standard tools. Peck cycles are rarely needed unless holes are very deep.
- Final Inspection Standard CMM and visual checks are usually sufficient. We perform 100% dimensional inspection on critical features.
Material Selection
Use this decision matrix to make the right choice every time:
- Choose Inconel 625/718 or Hastelloy C276 when: severe sour service (high H2S) or high-temperature applications (subsea valves, manifolds, downhole tools).
- Choose Duplex 2205 or Super Duplex 2507 when: moderate corrosion with high strength needed (pipeline fittings, flowlines, risers).
- Choose Carbon Steel when: sweet service only and cost is the top priority (structural supports, non-corrosive applications).
In 2026, many Chinese CNC suppliers are helping global oil & gas clients switch from carbon steel to Super Duplex or Inconel for high-corrosion zones — achieving 40–60% longer service life with only 15–25% higher material cost. We have seen clients reduce warranty claims by 35% after making this switch.
CNC Machining Parameters & Tool
- Cutting speed: 15–40 m/min
- Feed rate: 0.05–0.15 mm/rev
- Tool: CBN or ceramic inserts, 100+ bar coolant
Duplex / Super Duplex
- Cutting speed: 40–100 m/min
- Feed rate: 0.15–0.3 mm/rev
- Tool: Coated carbide
Carbon Steel
- Cutting speed: 150–250 m/min
- Feed rate: 0.3–0.6 mm/rev
- Tool: Standard carbide
Oil & Gas DFM Design Guidelines & API/NACE Compliance
Successful oil & gas CNC parts begin with smart design. Follow these proven DFM rules to avoid costly revisions and field failures:
- Minimum wall thickness: 8–10 mm for Duplex, 6–8 mm for Inconel
- Internal radii: minimum 3 mm to avoid stress corrosion cracking
- Specify critical tolerances only where functional (±0.002″ for sealing faces)
- Design for full NACE MR0175 / ISO 15156 compliance testing
- Add drainage features in sour service parts
Applications in Oil & Gas Industry
CNC-machined components are now standard across the oil & gas spectrum:
- Subsea manifold blocks (Inconel 625) — extended service life from 8 to 15 years in sour service.
- Downhole safety valves (Super Duplex) — reduced failure rate by 65%.
- Pipeline flanges (Carbon steel with Inconel cladding) — 40% cost saving vs full Inconel.

Quality Control Standards
Every oil & gas CNC part undergoes 100% PMI, hardness testing, and NACE qualification. Shops follow API 6A, NACE MR0175 / ISO 15156, ASTM B564, and ISO 2768.[2][4]
FAQs
Which material is best for H2S service?
Inconel 625 or Hastelloy C276 for severe sour service.
Is Duplex easier to machine than Inconel?
Yes, but heat input must be strictly controlled.
What tolerances can be achieved?
±0.002″ for critical sealing surfaces.
Conclusion
Selecting the right material and machining process for oil & gas CNC parts is one of the most important decisions in the project lifecycle. By understanding the differences between Inconel, Hastelloy, Duplex, and carbon steel — and applying proper DFM and CNC parameters — you can achieve longer service life, lower total cost of ownership, and full regulatory compliance.
As a Chinese CNC machining supplier, we help global oil & gas clients daily make these critical decisions and deliver parts that perform reliably in the harshest environments.
Ready to optimize your oil & gas CNC components? Contact us today for a free DFM review and quotation. Let’s turn your design into high-quality, corrosion-resistant components that last.
References
[1] 49 CFR Part 215 — Railroad Freight Car Safety Standards (FRA). https://www.ecfr.gov/current/title-49/subtitle-B/chapter-II/part-215
[2] ISO 3601-1 — Fluid power systems — O-rings — Inside diameters, cross-sections, tolerances and designation codes. https://www.iso.org/standard/9023.html
[3] ASTM D2000-18(2024)e1 — Standard Classification System for Rubber Products in Automotive Applications. https://www.astm.org/d2000-18.html
[4] SAE J431_201801 — Automotive Gray Iron Castings. SAE International. https://www.sae.org/standards/j431_201801-automotive-gray-iron-castings




