Are you a manufacturer supplying components to the global rail industry? Or perhaps an engineer responsible for ensuring that every journal bearing seal, axle seal, hydraulic seal, or door/window seal keeps locomotives and rolling stock operating safely without a single drop of lubricant loss or contamination? If so, you know that traditional rubber molding or injection molding can’t deliver the ±0.01 mm tolerances, complex lip geometries, batch-to-batch consistency, and zero-leak performance required in today’s rail applications.
This is where CNC plastic machining comes into play. By machining high-performance polymers such as PTFE, PEEK, and UHMWPE, it creates safety-critical railroad seals that can withstand extreme vibrations, temperature swings from -40°C to +150°C, and millions of load cycles—while meeting strict AAR and FRA standards [1][2].
In this comprehensive guide, we dive deep into every critical aspect of CNC plastic machining for railroad seals — from advanced material selection and precision manufacturing techniques to rigorous quality control and full compliance with AAR and FRA standards.
By the end of this guide, you will possess a clear, actionable roadmap for producing high-precision, cost-effective, and fully compliant railroad plastic seals that deliver true zero-leak reliability and significantly extended service life under the harshest rail operating conditions.
Types of Railroad Seals and Operating Conditions
Railroad seals are far more than simple rings. They are the unsung heroes that prevent lubricant escape, dust ingress, and hydraulic failure under constant vibration, extreme temperatures, and heavy dynamic loads. Let’s break down the key types of seals:
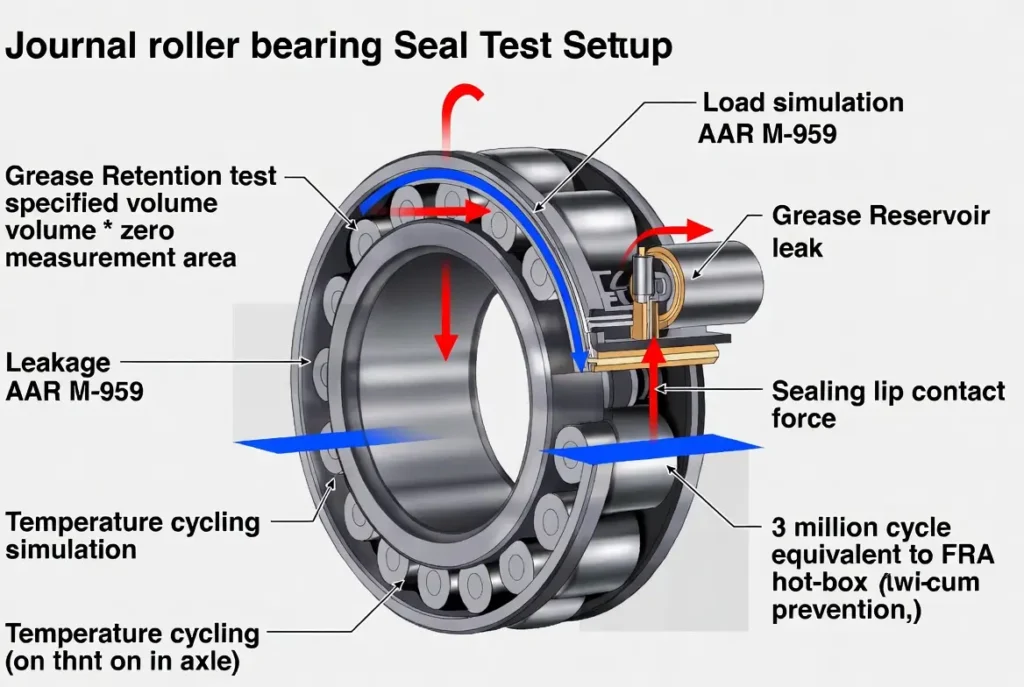
- Journal roller bearing seals (AAR M-959) — These critical seals protect tapered roller bearings on freight cars from grease loss and contamination [1].
- Axle seals and wear rings — Maintain shaft integrity under 30-tonne axle loads.
- Hydraulic cylinder seals — Used in brakes, couplers, and damping systems, these seals require zero-leak performance.
- Door/window and hatch seals — Provide weatherproofing and pressure sealing for passenger cars and tank cars.
- Backup rings, guide rings, and wear rings—Reduce metal-to-metal contact and support heavy-haul applications.
These seals operate in some of the harshest environments imaginable: continuous cyclic loading, temperatures from -40°C to +150°C, exposure to grease, dust, de-icing salts, and lateral forces exceeding 100 kN. For high-speed passenger lines, ultra-low friction is essential for energy efficiency, while heavy-haul freight requires durability and zero leakage to prevent hot-box detections. Even a single seal failure can lead to bearing overheating, derailment risks, or costly downtime.

That’s why precision CNC plastic machining has become non-negotiable. Conformal lip profiles machined to exact specifications (±0.005 mm on sealing lips) can extend service life by over 50% compared to molded alternatives.
Why CNC Plastic Machining for Railroad Seals?
So, why is CNC plastic machining the go-to process for railroad seals? In simple terms, it offers three key advantages over traditional molding:
- Repeatable precision — Achieve tolerances as tight as ±0.01 mm (often ±0.005 mm for critical sealing lips) across thousands of identical parts.
- Complex geometries — Machining conformal lips, undercuts, and spring-energized designs in a single setup using 5-axis turning and milling.
- Superior surface finishes — Ra 0.4–0.8 μm, which improves sealing performance and reduces friction.
In contrast, rubber molding or injection molding offers high-volume production but suffers from poor dimensional accuracy (typically ±0.2 mm), flash issues, and limited material options. CNC machining eliminates tooling costs, enables rapid prototyping, and provides true customization to ensure AAR/FRA compliance [1][2].
Modern 5-axis CNC centers can machine spring-energized PTFE seals and PEEK backup rings that can withstand millions of cycles—something impossible with older molding methods. The result is dramatically lower lifecycle costs, zero-leak reliability, and the ability to meet both North American AAR/FRA and international standards in a single production run.
Material Selection Guide
Choosing the right polymer is crucial. It impacts machinability, sealing performance, temperature range, and cost. Below is a practical comparison table for commonly used materials in railroad seals. CNC machining:
| Material | Typical Use | Key Properties | CNC Machinability | Recommended Cutting Parameters (Roughing) | Pros & Cons for Railroad Seals |
|---|---|---|---|---|---|
| PTFE (Virgin/Filled) | Bearing seals, lip seals | Lowest friction, chemical resistance, -200°C to +260°C | Excellent | 200–300 m/min, 0.2 mm/rev | Best zero-leak performance; soft (needs backing rings) |
| PEEK | High-temp backup rings, wear rings | High strength, creep resistance, up to +250°C | Very Good | 150–250 m/min, 0.15 mm/rev | Excellent under heavy loads; higher cost |
| UHMWPE | Guide rings, wear bands | Superior abrasion resistance, low moisture absorption | Good | 100–200 m/min, 0.3 mm/rev | Cost-effective damping; limited temp range |
| Nylon (PA6/PA66) | Door/window seals, basic rings | Good toughness, low cost | Excellent | 150–250 m/min, 0.25 mm/rev | Easy to machine; absorbs moisture |
| Ultem (PEI) | Insulating seals in electronics | High dielectric strength, flame retardant | Moderate | 80–150 m/min, 0.2 mm/rev | Ideal for passenger cars; brittle if not filled |
After machining, annealing and surface treatments (such as PTFE coating) finalize the process. Tip: PTFE can smear, so use sharp carbide tools, light feeds, and compressed air cooling to achieve perfect sealing lips.
Process Flow and Quality Control
A reliable CNC plastic machining process for railroad seals follows these steps, ensuring traceability and compliance at every stage:
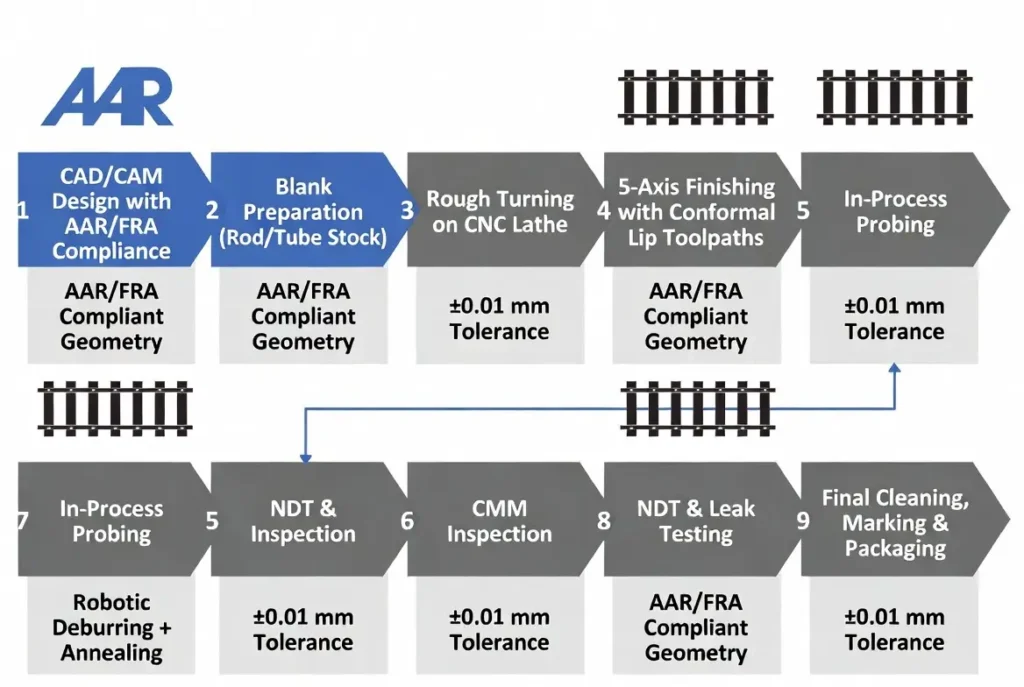
- CAD/CAM design with AAR M-959 dimensional checks
- Blank preparation from rod/tube stock
- Rough turning
- 5-axis finishing with conformal lips
- In-process probing
- Deburring and annealing
- Full inspection with CMM
- NDT and leak testing (zero-leak verification)
- Final cleaning, laser marking, packaging
Surface roughness is controlled to Ra 0.8 μm maximum on sealing faces. Every batch undergoes AAR M-959 compliance testing and zero-leak verification. Automation via ATC and robotic loading can reduce cycle times by 35–45%.
International Standards and Compliance
Manufacturers must meet various standards, including:
- AAR Manual of Standards and Recommended Practices (M-959) — Specifies lubrication seals for freight car journal roller bearings, covering dimensional tolerances (±0.01 mm), material performance, and long-term leakage (<10 g per test) [1].
- FRA Roller Bearing Requirements — Part of 49 CFR, mandating seals to prevent grease loss and triggering hot-box detectors [2].
If a CNC-machined seal fails AAR M-959 or FRA tests, the entire shipment is rejected. CNC machining is the only method that consistently delivers the required precision and surface integrity.
Challenges, Solutions, and Real-World Cases
Common challenges include:
- Thermal expansion causing lip distortion
- Batch inconsistency on complex energized seals
- Tool wear on filled PEEK
Proven solutions involve:
- 5-axis conformal programming
- Dynamic simulation
- Ceramic tools for PEEK
- Adaptive probing
Case Studies:
- A European freight operator switched to CNC-machined PEEK backup rings. After 2 million cycles under 100 kN lateral load, bearing failures dropped by 50% with zero leakage (verified per FRA Roller Bearing Report) [2].
- A North American supplier used CNC PTFE lip seals and passed AAR M-959 testing after 3 million cycles with <5 g leakage (zero hot-box detections) [1].
- A coastal passenger rail project employed Ultem insulating seals. Full FRA compliance was achieved in high-humidity environments, with an Ra 0.6 μm surface finish maintaining seal integrity for 5 years [3].
Frequently Asked Questions
What tolerances are required?
AAR M-959 and FRA demand ±0.01 mm on critical lips, with a target of ±0.005 mm for a safety margin [1][2].
Which material is best?
PTFE for general sealing (zero-leak), PEEK for high-temperature/high-load applications, and UHMWPE for wear rings.
CNC vs molding?
CNC offers unmatched precision (±0.01 mm), no tooling costs, and rapid customization for AAR/FRA compliance.
How does CNC improve zero-leak performance?
Superior surface finish (Ra 0.4–0.8 μm) and conformal lips eliminate micro-leak paths.
Cost and lead times?
Costs range from $15–80 per piece for 500–5,000 batches; lead time is 2–4 weeks with proven programs.
How does 5-axis CNC work?
It machines entire spring-energized seals in one setup, eliminating errors and enhancing batch-to-batch consistency.
Conclusion
CNC plastic machining for railroad seals is the industry standard for producing safety-critical components that meet AAR M-959 and FRA standards with repeatable ±0.01 mm tolerances and zero-leak performance [1][2].
Mastering the materials, processes, and compliance requirements outlined here enables manufacturers to reduce downtime, prevent failures, and deliver reliable railroad seals that pass rigorous testing.
References
[1] Association of American Railroads. MSRP Section H – Journal Bearings and Lubrication (M-959). https://aar.com/standards/MSRPs/MSRP-H%20Index.pdf
[2] Federal Railroad Administration. Roller Bearing Failure Mechanisms Report. https://railroads.dot.gov/sites/fra.dot.gov/files/fra_net/15067/Roller_Bearing_Failure.pdf
[3] Curbell Plastics. PEEK High-Temperature Seals Case Study. https://www.curbellplastics.com/resource-library/case-studies/peek-for-high-temperature-seals/




