CNC milling provides an extraordinary level of versatility when it comes to shaping and refining workpieces, allowing for the creation of everything from intricate contours and detailed engravings to highly precise pockets and cavities.
However, when the task involves producing narrow channels, grooves, or recessed features that require exacting accuracy, slot milling emerges as a specialized and indispensable technique. This method is particularly vital for incorporating functional elements such as keyways, T-slots, dovetails, and assembly guides into components, ensuring they perform reliably in real-world applications.
One common question that arises among machinists and engineers is whether slot milling is simply an extension of end milling or if it demands its own unique set of tools, strategies, and considerations. Additionally, how can one effectively address persistent challenges like tool deflection, excessive vibration, or inefficient chip buildup, especially in deeper or narrower slots?
This comprehensive guide delves deeply into the world of slot milling, offering an expanded exploration from foundational concepts to sophisticated tips and real-world examples. By the end, you’ll have a thorough understanding to achieve superior, accurate results in your own machining projects, whether you’re working on prototypes, custom parts, or large-scale production runs.
What is Slot Milling?
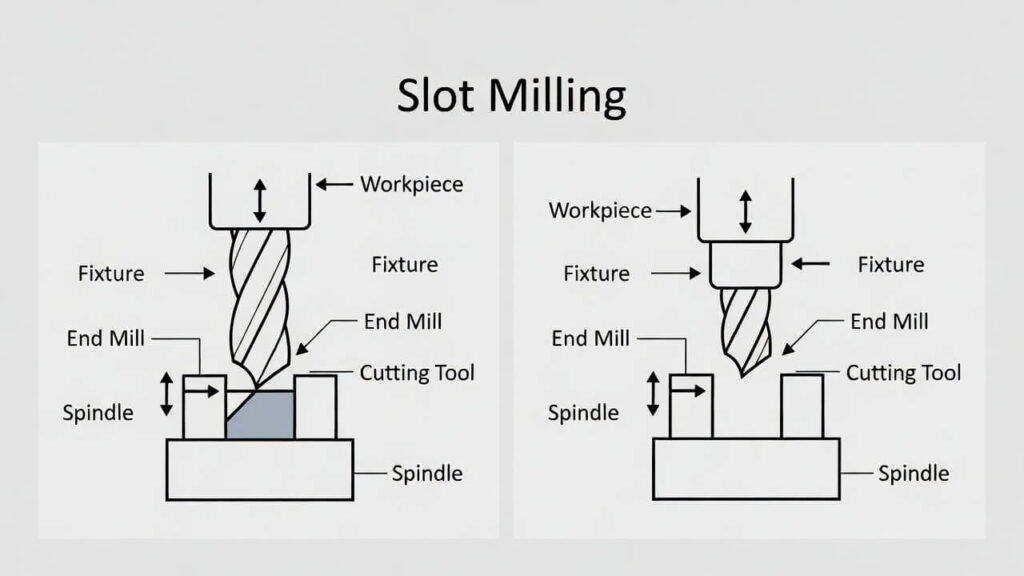
Slot milling is a precision machining process that employs a rotating cutter to carve out narrow, elongated channels, grooves, or slots within a workpiece. These features can vary widely in shape—ranging from straight and linear to curved, angled, or even T-shaped configurations—and they often serve critical functional roles, such as accommodating keys for torque transmission, seals for fluid containment, or fasteners for secure assembly. What sets slot milling apart from more general milling operations is its emphasis on meticulous control over depth, width, and surface finish, ensuring that the resulting slots allow parts to interlock or align with seamless precision.
In a typical setup, the slot mill cutter engages the material along a predefined path, removing stock in controlled increments, often through a series of roughing and finishing passes to refine the geometry. This technique is widely utilized in both CNC-controlled environments for automation and repeatability, as well as in manual milling machines for smaller-scale or one-off jobs, making it adaptable to various workshop settings.
Why is Slot Milling Important in Modern Machining?
In the fast-paced landscape of contemporary manufacturing, slot milling plays a pivotal role by facilitating the creation of complex, high-tolerance components that meet the stringent demands of modern engineering. It’s especially crucial in sectors where reliable part assembly and performance are non-negotiable, such as aerospace for structural reinforcements, automotive for drivetrain integrations, and electronics for circuit board housings. The advent of advanced CNC technologies has further elevated slot milling’s importance, enabling greater efficiency through optimized toolpaths, reduced material waste via precise cuts, and the ability to handle intricate designs that were once prohibitively time-consuming.
Moreover, as industries push toward lightweighting, miniaturization, and sustainable practices, slot milling supports these goals by allowing for the incorporation of weight-saving features without compromising strength. For instance, in additive manufacturing hybrids, slot milling post-processes 3D-printed parts to add precise slots, bridging traditional and modern techniques. Overall, its importance lies in bridging design intent with functional reality, driving innovation in product development and production scalability.
Key Features of Slot Milling
- Precision and Accuracy: Delivers exact slot dimensions, often within microns, to ensure perfect fits in assemblies and minimize post-processing needs.
- Versatility in Design: Accommodates a broad spectrum of slot shapes, depths, and orientations, from simple straight cuts to complex undercuts.
- Efficiency in Material Removal: Targets specific areas for rapid stock removal while preserving the integrity of surrounding material.
- Material Compatibility: Effectively works across a wide range of substrates, including tough alloys and soft polymers, with appropriate tooling adjustments.
- Scalability: Suitable for both high-volume production runs and bespoke prototyping, adapting to different machine capabilities.
How Slot Milling Works
At its core, slot milling operates by rotating a multi-fluted cutter at high speeds while advancing it along or into the workpiece to progressively remove material and form the desired channel. The cutter can engage the material either radially (sideways for width) or axially (downward for depth), with the choice depending on the slot’s geometry and the technique employed. Critical parameters like spindle RPM, feed rate, axial and radial depths of cut, and coolant application are meticulously tuned to balance material removal rates with tool longevity while minimizing issues such as excessive heat generation, vibration, or burr formation that could compromise the final quality.
This process leverages the principles of chip formation, where the cutter’s edges shear away thin layers of material, creating chips that must be efficiently evacuated to prevent re-cutting and tool damage. In advanced setups, sensors and adaptive controls monitor forces in real-time, adjusting parameters dynamically for optimal performance across varying workpiece conditions.
Step-by-Step Slot Milling Process
- Preparation and Planning: Begin by securing the workpiece firmly on the milling table using clamps or vises to prevent movement, and carefully select the cutter based on slot specifications. Review blueprints or CAD models to confirm dimensions and tolerances.
- Tool Setup and Alignment: Mount the chosen cutter securely in the spindle, ensuring it’s balanced to avoid vibrations, and precisely align it with the intended slot path using edge finders or probes for accuracy.
- Programming for CNC Operations: For automated systems, input detailed toolpath parameters into the CAM software, including spindle speed, feed rates, and step-over distances, while simulating the process to detect potential collisions or inefficiencies.
- Initial Roughing Cut: Commence with a conservative roughing pass to remove the majority of bulk material, focusing on higher feed rates to expedite the process without overloading the tool.
- Intermediate and Finishing Passes: Proceed to semi-finishing for refining shapes, followed by final finishing cuts at slower feeds for superior surface smoothness and dimensional precision.
- Post-Processing and Inspection: After completion, deburr sharp edges, clean the slot of residual chips, and thoroughly inspect using metrology tools to verify compliance with specifications.
CNC Operation and Tool Path
In CNC-driven slot milling, sophisticated software plays a central role by generating optimized toolpaths that dictate the cutter’s every move with pinpoint accuracy. These paths can range from straightforward linear traverses for basic straight slots to more intricate helical or ramped entries designed to distribute cutting forces evenly and reduce initial shock loads on the tool. The beauty of CNC lies in its ability to ensure unparalleled repeatability, which is essential for producing identical parts in batch manufacturing scenarios.
Furthermore, modern CNC systems integrate features like high-speed machining modes and tool wear compensation, allowing operators to maintain consistency even over extended runs. For example, in a production environment, a well-programmed CNC can handle variable slot depths by adjusting Z-axis movements dynamically, adapting to workpiece irregularities detected via in-process probing.
Types of Slot Milling
The success of slot milling heavily depends on selecting the appropriate cutter, each designed for specific slot characteristics and material types. Below is an expanded overview of common variants, including their construction, applications, and selection criteria:
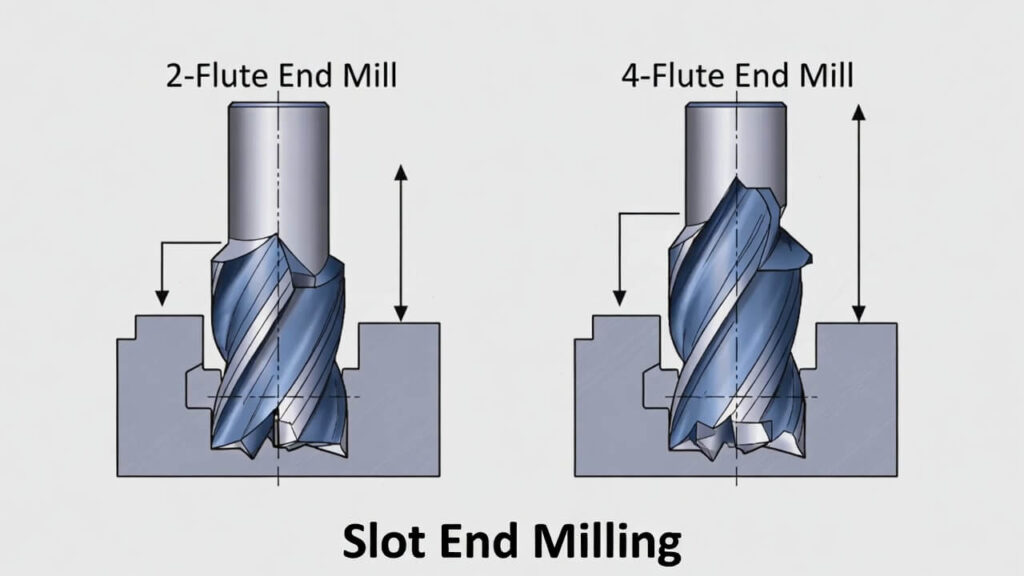
End Milling
These versatile tools feature cutting edges on both the end face and peripheral sides, making them ideal for plunging into materials to create straight slots, pockets, or contours. Available in materials like carbide for durability, they excel in general-purpose tasks but require careful speed adjustments to prevent chatter in slender designs.
Side Milling
Resembling a disc with teeth around the circumference, side milling cutters are optimized for producing slots on the workpiece’s flanks or edges, particularly effective for wider, shallower grooves. Their staggered tooth configurations help in smoother cuts, and they’re often used in gang setups for multiple parallel operations.
Face Milling
Broad and flat with multiple inserts, face milling cutters are suited for creating shallow slots or flats on large surfaces, prioritizing high material removal rates. Indexable versions allow for easy replacement of worn edges, extending overall tool life in high-production environments.
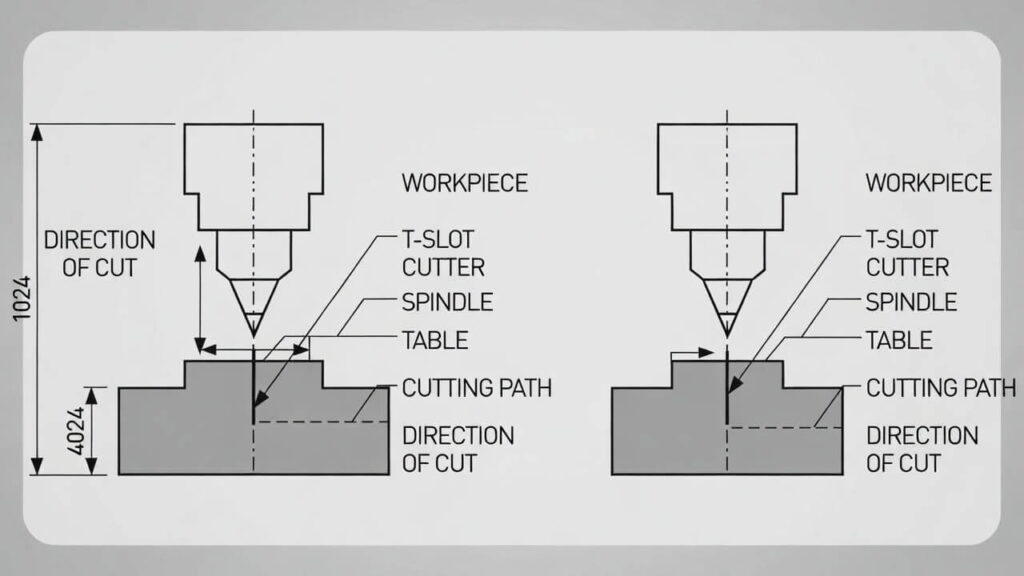
T-Slot
Specialized for undercut T-shaped slots, these cutters first require a preliminary vertical groove before the horizontal disc expands the base. They’re essential in workholding systems, like machine tables, and come with reinforced shanks to handle the lateral forces involved.
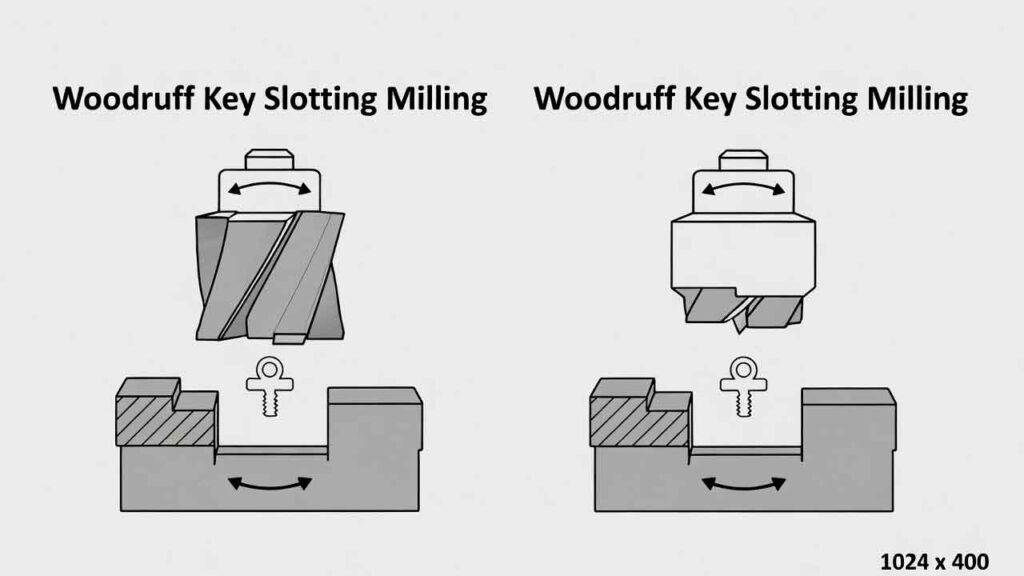
Woodruff Key Slotting
Thin, disc-like cutters with a semicircular profile, designed specifically for machining keyways that secure shafts to gears or pulleys. Their precision ensures minimal backlash in rotational assemblies, and they’re typically made from high-speed steel for toughness against intermittent cuts.
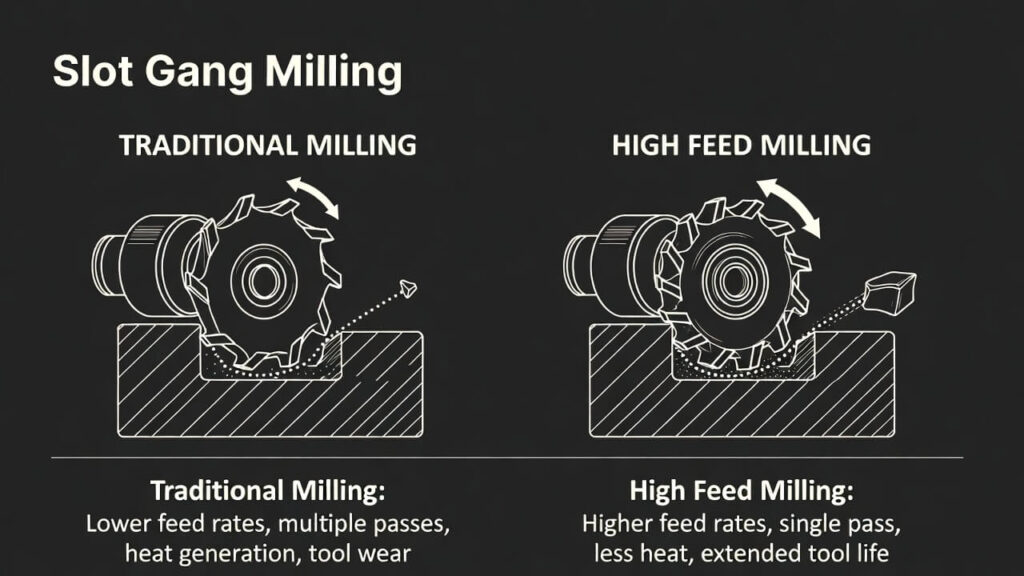
Gang Milling
Consisting of multiple cutters mounted on a single arbor, gang milling allows for the simultaneous creation of parallel slots, dramatically increasing throughput in mass production. Spacing washers between cutters enable customizable slot arrangements, though alignment is critical to avoid inconsistencies.
Typical Slot Types
Straight and Closed Slots
These are linear, fully enclosed channels within the workpiece, often used for internal structural features like weight-relief pockets or hidden conduits, requiring precise entry and exit strategies to maintain integrity.
Open Slots, T-Slots, and Keyways
Open-ended variants provide accessibility for insertions; T-slots offer undercut ledges for bolting fixtures; keyways ensure anti-rotation locking in mechanical drives, each demanding tailored tooling for optimal results.
Toolpath Strategies
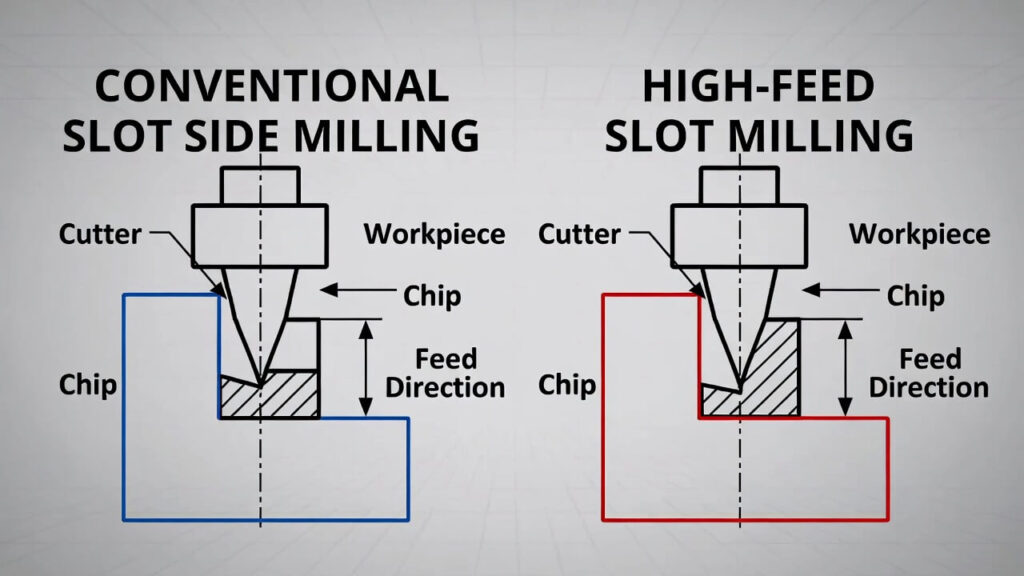
Conventional
Involves straightforward linear or back-and-forth cuts along the slot length, which is simple to program but can lead to increased vibration and heat in deeper applications, necessitating conservative parameters.
Plunging
Mimics a drilling motion with axial feeds, ideal for initiating slots in hard materials by reducing lateral deflection, though it requires robust spindles to handle the concentrated forces.
Trochoidal
Utilizes looping, circular motions to maintain constant tool engagement, enhancing chip evacuation and extending tool life, particularly beneficial for high-speed operations in tough alloys like titanium.
Advantages of Slot Milling
- Superior Precision: Achieves tight tolerances for mission-critical fits, reducing assembly issues and enhancing product reliability.
- Design Flexibility: Supports diverse slot configurations, enabling innovative part designs that integrate multiple functions.
- Operational Efficiency: Facilitates quick material removal in focused zones, shortening cycle times and boosting overall productivity.
- Broad Material Compatibility: Adapts to metals, plastics, and composites with minimal adjustments, broadening its utility across industries.
- Cost-Effectiveness in Long Runs: Minimizes waste and tool changes, leading to lower per-part costs in volume manufacturing.
Disadvantages of Slot Milling
- Risk of Tool Deflection: In deep or narrow slots, slender cutters can bend, affecting accuracy and requiring stiffer alternatives.
- Chip Management Challenges: Poor evacuation can cause buildup, leading to recutting, overheating, and premature tool failure.
- Extended Setup Times: Complex paths and tooling selections demand thorough planning, potentially delaying startups.
- Depth Constraints: Limited by machine and tool capabilities, very deep cuts may necessitate alternative processes like EDM.
- Vibration and Noise: High-speed operations can generate excessive noise and vibrations, impacting operator comfort and machine longevity.
Key Applications
Gears and Tools
Essential for cutting keyways, splines, and tooth profiles that enable efficient power transmission in mechanical systems, ensuring smooth operation in everything from hand tools to industrial gearboxes.
Electronic and Medical Components
Creates precise channels for wiring harnesses, sensor integrations, or fluid pathways in devices like pacemakers and circuit boards, where miniaturization and reliability are paramount.
Aerospace and Automotive Parts
Incorporates lightweighting slots in structural elements like wing spars or engine blocks, as well as cooling vents and mounting features, balancing strength with weight reduction for fuel efficiency.
General Manufacturing and Prototyping
Supports custom fixtures, jigs, and rapid prototyping by allowing quick iterations of assembly guides and modular components, accelerating development cycles in diverse sectors.
Tool Selection and Best Practices
Choosing the Right Tools and Machines
Types of Cutters and Machines
Tool choice hinges on slot requirements: opt for end mills in versatile scenarios, T-cutters for specialized undercuts. Machine-wise, 3- to 5-axis CNC mills provide precision for complex geometries, while manual knee mills suffice for straightforward, low-volume tasks, with considerations for spindle power and rigidity.
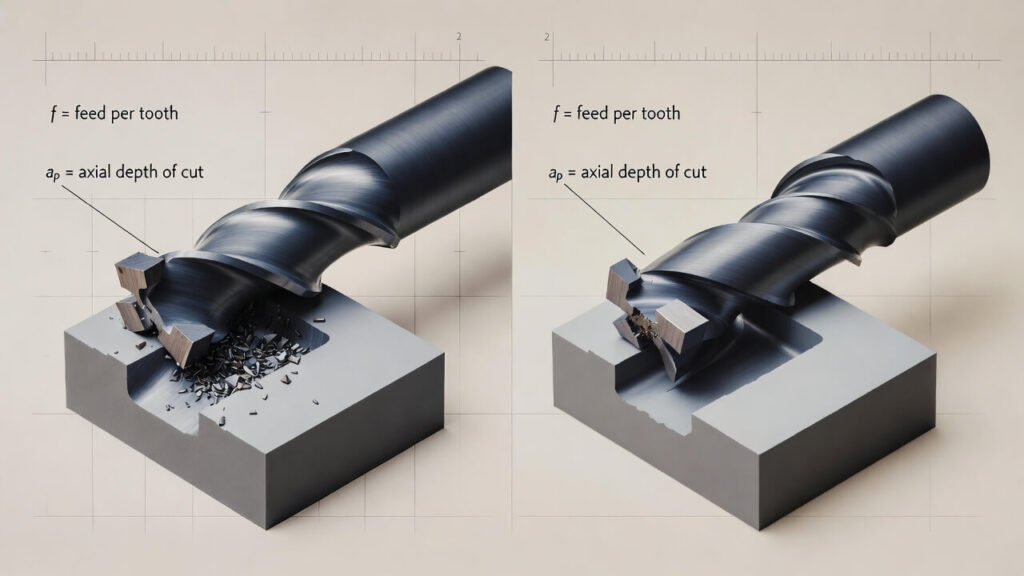
Parameters for Slot Width, Depth, and Feed
Align cutter diameter closely with slot width to minimize passes; restrict depths to 2-3 times the diameter for stability; compute feed per tooth based on material hardness and chip load formulas to optimize efficiency without overloading.
Best Practices and Tips
Tool Entry and Ramping
Implement gradual 30-45° ramp angles for entry to distribute forces evenly, preventing sudden shocks that could chip edges or cause workpiece shifts, especially in brittle materials.
Chip Evacuation
Employ peck cycles or multi-pass strategies combined with high-pressure coolant to flush chips effectively, avoiding clogs that degrade finishes and accelerate wear.
Up vs. Down Milling
Favor down (climb) milling for superior surface quality and reduced burrs, as it pushes chips away from the cut, though up-milling may be preferable in unstable setups to prevent backlash.
Spindle Management and Feed Optimization
Sustain consistent spindle loads through adaptive software; fine-tune feeds according to real-time feedback, increasing them for soft materials to enhance throughput while monitoring for signs of overload.
Advanced Techniques and Comparisons
Specialized Methods
Internal Grooving and Narrow Slots
Utilize ultra-slim, extended-reach cutters paired with vibration-dampening toolholders to access confined spaces, incorporating peck feeds to manage heat in precision internal features.
Rough Slotting and Complex Scenarios
Deploy long-edge indexable cutters for aggressive roughing in phased approaches, allowing for subsequent finishing to achieve tolerances in challenging, multi-feature parts.
Trochoidal vs. Conventional Milling
Trochoidal paths excel over conventional ones by minimizing radial forces through constant arc engagement, proving superior for heat-sensitive alloys and extending tool life by up to 50% in demanding applications.
Comparisons with Other Milling Types
Slot vs. Side Milling
Slot milling targets enclosed channels with depth emphasis, whereas side milling focuses on peripheral or edge cuts, often for profiling rather than functional grooving.
Slot vs. End Milling
While end milling is a broad, multi-purpose technique for various features, slot milling is a refined subset optimized for narrow, elongated recesses with specific tooling.
Cutter Concepts (Side, Face, and End)
Side cutters handle lateral slots efficiently, face cutters prioritize surface planing with slots as secondary, and end cutters offer all-around flexibility for combined operations.
Materials, Inspection, Safety, and Cost
Suitable Materials for Slot Milling
This process thrives with ductile metals like aluminum and mild steel for easy chip formation, hardened steels and titanium for aerospace durability, thermoplastics such as ABS and nylon for lightweight applications, and composites like carbon fiber for advanced structures. Adjustments in speeds and feeds accommodate each material’s properties to prevent melting or delamination.
Inspection and Quality Measurement
Post-machining, employ digital calipers for basic width/depth checks, micrometers for finer tolerances, coordinate measuring machines (CMM) for 3D verification, and surface roughness testers to ensure finishes meet specs. Visual inspections under magnification detect burrs or cracks, with non-destructive testing like dye penetrants for critical parts.
Safety Precautions
Always don appropriate personal protective equipment (PPE) including safety glasses, gloves, and ear protection; secure workpieces rigidly to avoid ejections; monitor coolant levels to prevent slips or fires; use machine guards against chip projection; and conduct regular maintenance to mitigate electrical or mechanical hazards.
Cost Considerations
Expenses vary based on material type (exotic alloys inflate prices), cutter consumption rates (carbide lasts longer but costs more upfront), machine hourly rates ($50–$200 for CNC), setup complexity, and production volume—where economies of scale reduce per-unit costs. Additional factors include energy usage, waste disposal, and potential rework for non-conformances.
FAQs
What Are the Main Differences Between Slot Milling and Groove Milling?
Slot milling specializes in deeper, narrower functional channels like keyways or undercuts, often requiring dedicated tools and multi-pass strategies, while groove milling addresses shallower, wider surface features for aesthetics or minor utilities, typically using general-purpose mills with simpler setups.
How Do I Choose the Best Cutter for My Slot Milling Project?
Assess slot dimensions, material hardness, and machine capabilities—select end mills for standard versatility, T-cutters for undercuts, or gang setups for multiples—factoring in coatings like TiAlN for heat resistance and shank designs for rigidity.
What Are Common Challenges in Slot Milling and How to Overcome Them?
Challenges include tool deflection (mitigated by shorter, stiffer tools), chip accumulation (addressed with coolant and peck cycles), and vibration (reduced via balanced spindles and optimized speeds), ensuring smoother operations through proactive parameter tuning.
How Can I Optimize Slot Milling for Better Productivity?
Leverage trochoidal or high-efficiency paths to cut cycle times, integrate CAM simulations for error-free programming, and adopt multi-axis machines for complex features, while regularly upgrading to advanced cutters for faster material removal.
What Tips Ensure Successful Slot Milling Operations?
Emphasize ramped entries for gentle engagement, prioritize down milling for finishes, maintain coolant flow for thermal control, inspect tools frequently for wear, and simulate paths beforehand to anticipate issues, fostering consistent, high-quality outcomes.
How Does Slot Milling Apply to Specific Industries Like Aerospace?
In aerospace, slot milling crafts lightweight yet robust features in components like turbine blades, fuselage ribs, and landing gear, incorporating slots for weight reduction, wiring routes, and aerodynamic enhancements, all while adhering to rigorous tolerances for safety and performance in extreme conditions.
How CNCPioneer Can Assist You
Created a design featuring linear slots in your product? Or perhaps components demanding exacting precision? Contact CNCPioneer for top-tier CNC turning and milling solutions. Equipped with 3-axis, 4-axis, and 5-axis machining options, we tackle the toughest and most detailed projects. From quick prototypes to high-volume manufacturing, we deliver precise slot features across materials like metals, plastics, and alloys. Request a fast quote now—simply submit your files, and our specialists will bring your ideas to life!




