CNC precision turning is a subtractive manufacturing process that produces high-accuracy, rotationally symmetric parts by rotating a workpiece against a stationary cutting tool. Engineers and designers rely on it for components that demand tight tolerances, excellent surface finishes, and repeatable geometry—qualities essential in industries ranging from automotive and aerospace to medical devices and electronics. [1]
This guide explains the fundamentals of CNC turning, its advantages, key materials, design considerations, and real-world applications to help you select the right process and optimize part performance.
What Is CNC Precision Turning?
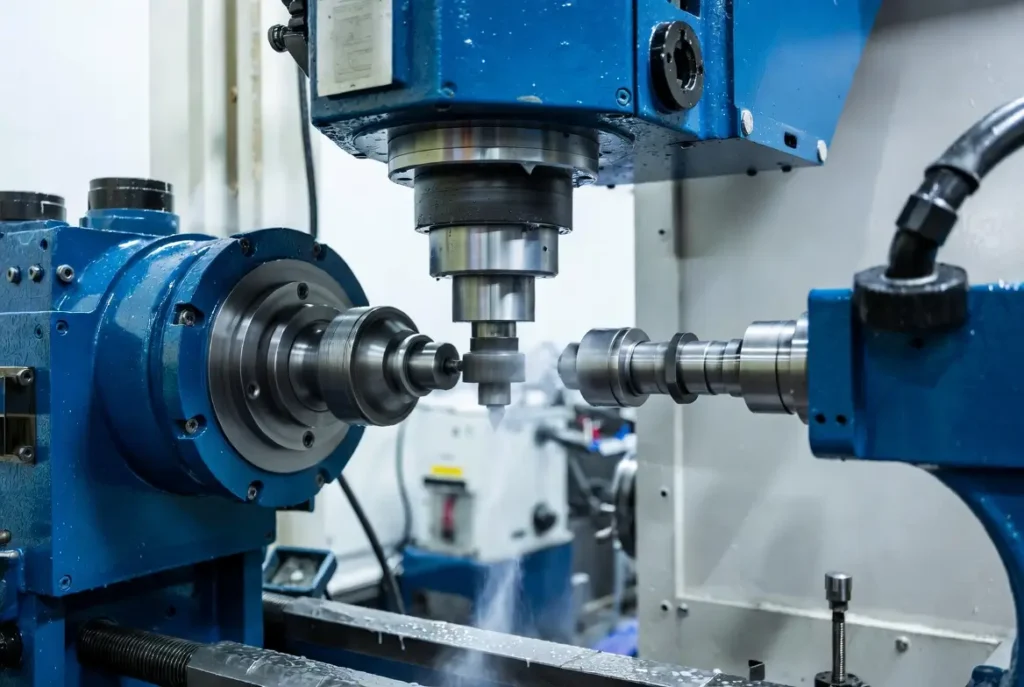
CNC precision turning uses computer numerical control (CNC) lathes to remove material from a rotating workpiece. The spindle spins the stock while the tool moves along programmed paths to create cylindrical, conical, or contoured features.
Unlike milling, where the tool and workpiece both move, turning keeps the cutting tool relatively stationary as the part rotates. This makes it ideal for parts whose primary geometry is round—shafts, pins, bushings, valves, threaded connectors, and flanges. Modern multi-axis lathes with live tooling and sub-spindles can perform drilling, milling, and turning in a single setup, reducing tolerance stack-up and setup time. [2][3]
Advantages of CNC Precision Turned Parts
CNC turning offers several clear benefits for both prototyping and production:
- High repeatability and precision — Parts produced from the first to the thousandth maintain consistent dimensions, often with process capability (CpK) values above 1.67.
- Excellent surface finishes — As-machined finishes reach Ra 0.2–0.8 µm without secondary polishing in many cases.
- Material efficiency — Near-net-shape turning minimizes waste compared with machining from solid blocks.
- Scalability — The process works equally well for prototypes (1–50 pieces) and high-volume runs (thousands of pieces).
- Speed — Automation enables lights-out production and faster cycle times than manual methods.
- Versatility — It handles metals, plastics, and composites with the same equipment by adjusting parameters. [1][4]
These advantages make CNC turning a practical choice when cylindrical geometry, concentricity, or roundness is critical.
The CNC Turning Process
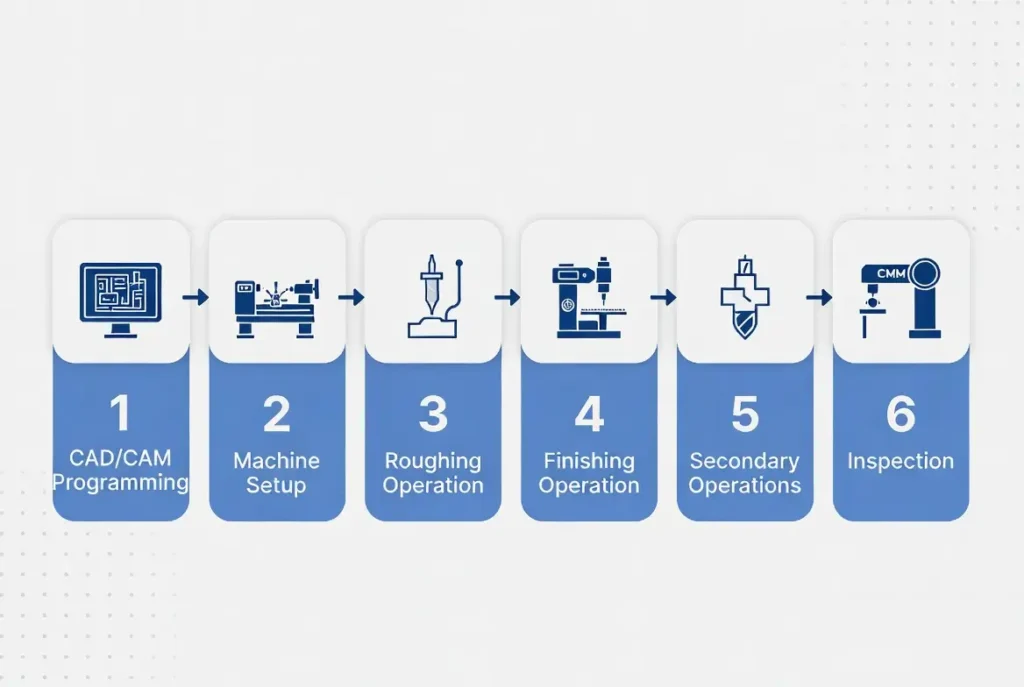
The process follows a repeatable workflow:
- Digital design and CAM programming — 3D CAD models are converted into toolpaths using software such as Mastercam or Fusion 360. Simulation verifies toolpaths before machining.
- Material setup — Bar stock or pre-formed blanks load automatically via bar feeders or robotic systems.
- Roughing — Aggressive cuts remove the bulk of material quickly.
- Finishing — Light passes achieve final dimensions and surface finish.
- Secondary operations — In-machine drilling, threading, grooving, or deburring occurs without unloading the part.
- Inspection — Automatic probing and statistical process control (SPC) confirm tolerances in real time.
Key machine components include the spindle, turret, chuck or collet, tailstock, and CNC controller. High-pressure coolant (70–100 bar) improves tool life and surface quality. [2][5]
Materials for CNC Precision Turned Parts
Material choice affects machinability, strength, weight, and cost. Common options include:
Metals
- Aluminum (6061, 7075) — Lightweight and easy to machine; ideal for heat sinks and brackets.
- Stainless steels (303, 316L, 17-4PH) — Corrosion-resistant and strong; widely used in medical and food-grade parts.
- Carbon and alloy steels (1045, 4140) — Cost-effective for shafts and gears; heat-treatable for higher hardness.
- Brass and copper — Excellent conductivity and chip control for electrical connectors.
- Titanium (Grade 5) and superalloys (Inconel) — High strength-to-weight and temperature resistance for aerospace and medical implants.
Engineering Plastics PEEK, Delrin (acetal), PTFE, and nylon provide low weight, chemical resistance, and self-lubricating properties for electronics and robotics.
Proper material selection, combined with correct cutting parameters, ensures optimal performance and cost efficiency. [1]

Design Guidelines for CNC Turning
Successful parts begin with good design-for-manufacturability (DFM) practices. Follow these guidelines to improve yield and reduce cost:
- Prioritize rotational symmetry to minimize setups.
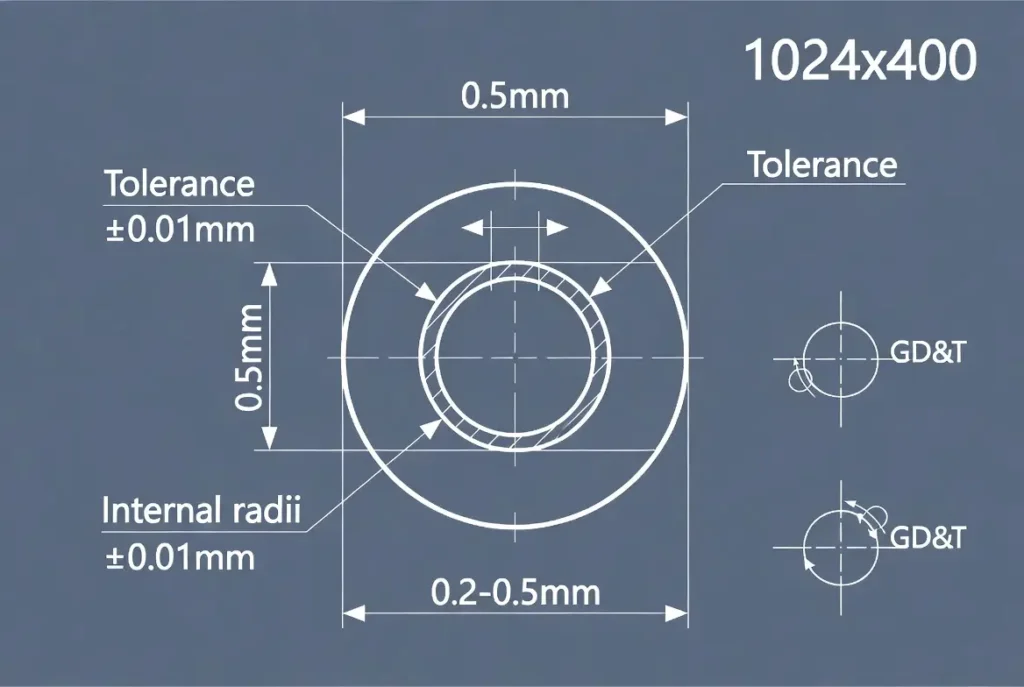
- Specify realistic tolerances: ±0.01 mm is standard; reserve tighter (±0.0025 mm) for functional features only.
- Maintain minimum wall thickness (0.5 mm for metals, 1.0 mm for plastics) to prevent deflection.
- Limit unsupported length-to-diameter ratios to 8:1 unless using tailstock support.
- Add 0.2–0.5 mm radii on internal corners and relief grooves for tool clearance.
- Design thread lengths ≤ 3× diameter and consider rolled threads for strength.
- Include fixturing features (flats or center holes) early.
- Plan for post-processing such as anodizing or passivation.
Using geometric dimensioning and tolerancing (GD&T) per ASME Y14.5 allows bonus tolerance and increases acceptable part yield. Early DFM reviews often reveal 3–5 opportunities for simplification. [3]
Applications of CNC Precision Turned Parts
CNC turned parts appear across many sectors:
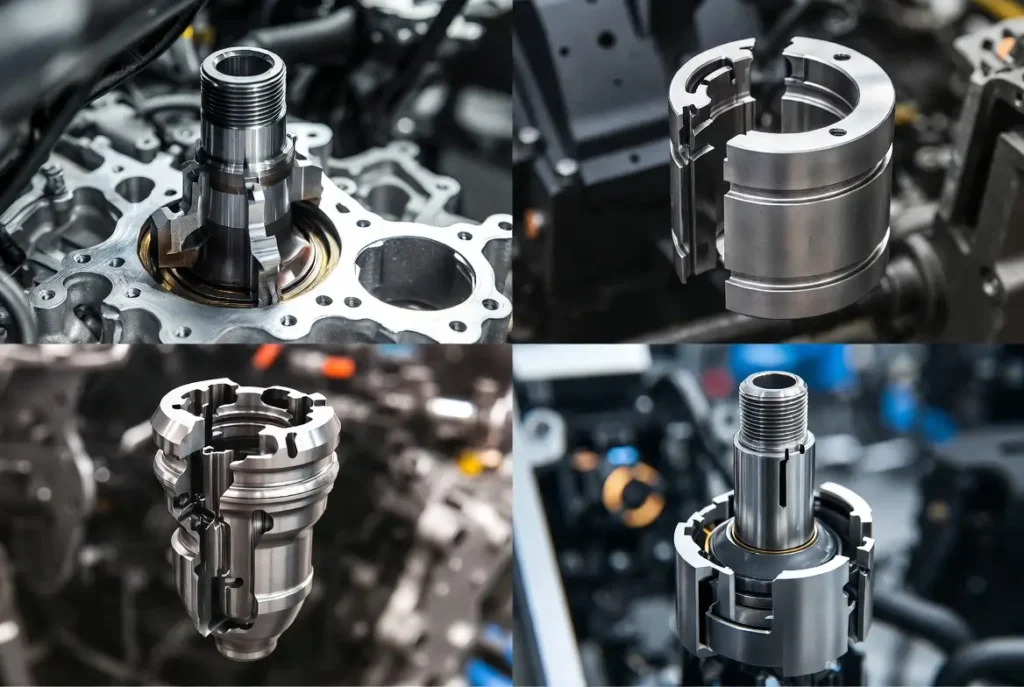
- Automotive and electric vehicles — Camshafts, transmission shafts, brake pistons, and motor rotors requiring balance and leak-free seals.
- Aerospace and defense — Landing-gear bushings, actuator housings, and turbine nozzles that must withstand extreme loads and temperatures.
- Medical devices — Bone screws, implants, and surgical tools needing biocompatibility and micron-level accuracy.
- Electronics — Connectors, heat-sink pins, and sensor housings for reliable electrical performance.
- Energy and industrial equipment — Valve stems, pump shafts, and downhole tools for high-pressure environments.
- Robotics — Joint shafts and grippers demanding sub-micron repeatability.
In each case, the process delivers the concentricity and surface finish required for assembly and long-term reliability.
Quality Assurance, Tolerances, and Inspection
Typical achievable tolerances include:
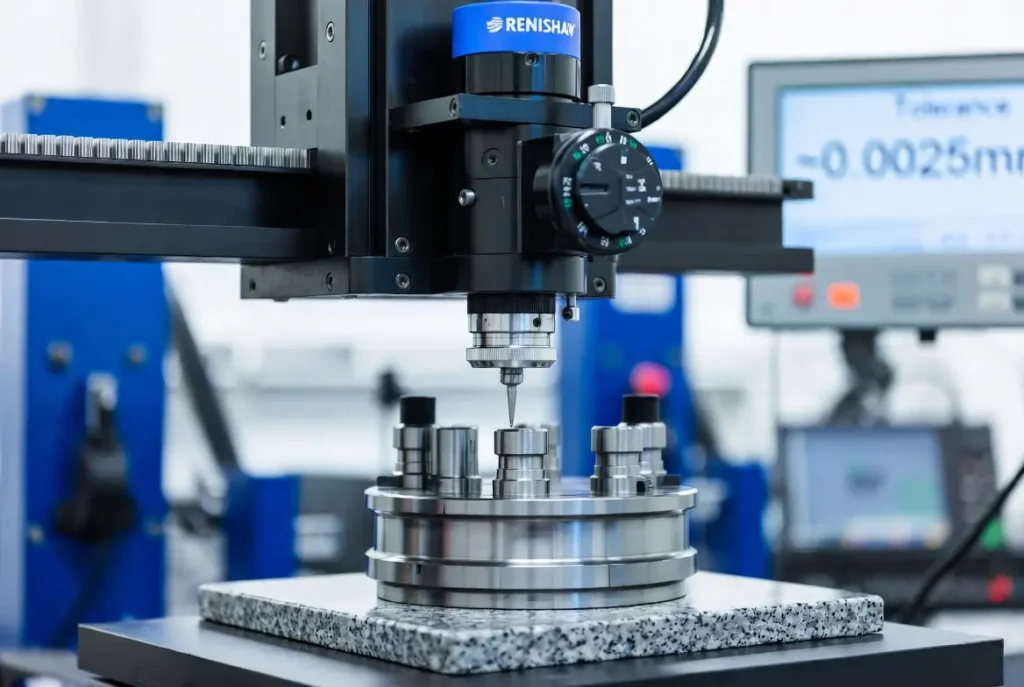
- Diameter: ±0.0025 mm
- Concentricity/runout: ≤ 0.005 mm
- Surface finish: Ra 0.2–0.8 µm
- Roundness: ≤ 0.001 mm
Inspection tools include coordinate measuring machines (CMM), optical comparators, laser micrometers, and in-machine probing. Standards such as ISO 9001, IATF 16949 (automotive), AS9100 (aerospace), and ISO 13485 (medical) ensure traceability and consistency. Statistical process control and first-article inspection (FAI) reports provide documented proof of quality. [3]
Considerations for Transitioning to Production
When moving from prototypes to production, evaluate:
- Material availability and certification (RoHS, REACH, FDA).
- Tooling strategy for high volumes.
- Secondary finishing needs (plating, heat treatment).
- Supply-chain logistics and lead times.
Simplifying geometry and relaxing non-critical tolerances early can significantly reduce per-part costs without affecting function.
Summary
CNC precision turning combines automation with mechanical precision to deliver accurate, repeatable cylindrical components efficiently. By understanding the process, selecting appropriate materials, applying sound design guidelines, and following quality practices, engineers can achieve reliable results across prototypes and production runs.
This guide provides the foundation needed to make informed decisions about when and how to use precision CNC turning in your product development workflow.
Frequently Asked Questions
What is the tightest tolerance standard CNC turning can hold?
±0.0025 mm on diameter and ±0.005 mm on concentricity for most metals; submicron levels are possible with specialized setups.
How quickly can prototypes be produced?
Simple parts can be ready in 24–48 hours; complex components typically take 5–7 business days, including design review.
Is Swiss machining the same as standard CNC turning?
No. Swiss-style machines excel at small-diameter, long parts (<20 mm) with extreme accuracy. Standard CNC turning is better suited for larger diameters and more complex geometries.
Can engineering plastics be turned as precisely as metals?
Yes—materials such as PEEK and Delrin routinely achieve ±0.01 mm with proper tooling and fixturing.
What is the typical minimum order quantity?
Most suppliers accept 10–50 piece prototypes; production runs often start at 500–1,000 pieces, depending on complexity.
How can costs be reduced on turned parts?
Simplify geometry, relax non-critical tolerances, choose easier-to-machine materials, and consolidate features into single-setup operations.
What certifications are important for different industries?
IATF 16949 for automotive, AS9100 for aerospace, and ISO 13485 plus FDA registration for medical devices.
Do suppliers provide material traceability and test reports?
Reputable manufacturers include mill certificates, heat-treatment records, CMM reports, and SPC data with shipments.
How does CNC turning compare environmentally to other processes?
It typically consumes less energy and generates less scrap than milling from billet; modern facilities recycle nearly all chips and use biodegradable coolants.
Can turned parts integrate with additive manufacturing?
Yes—hybrid workflows print near-net blanks and finish critical features by turning, combining design freedom with precision tolerances.
References
[1] Delibaş, B. (2002). Precision Cutting in CNC Turning Machines. Sabanci University. https://research.sabanciuniv.edu/id/eprint/8152/1/delibasbulent.pdf
[2] Soons, H. A. (n.d.). Precision in Machining: Research Challenges. National Institute of Standards and Technology (NIST). https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5628.pdf
[3] Fundamentals of CNC Machining. Autodesk / Texas A&M University. https://haastech.tamu.edu/wp-content/uploads/sites/5/2016/05/Autodesk_CNCBOOK.pdf
[4] Kanakaraja, D. et al. (2014). Optimization of CNC Turning Process Parameters for Prediction of Surface Roughness through Taguchi’s Parametric Design Approach. International Journal of Mechanical Engineering and Robotics Research. https://www.ijmerr.com/uploadfile/2015/0409/20150409054106156.pdf
[5] Automatic Reasoning for Defining Lathe Operations for Mill-Turn Parts: A Tolerance Based Approach. ASME Journal of Mechanical Design. https://asmedigitalcollection.asme.org/mechanicaldesign/article/136/12/121701/375947/Automatic-Reasoning-for-Defining-Lathe-Operations




